روش Shock pulse تکنیک پردازش سیگنال با استفاده از محاسبه برخورد فلزات با یکدیگر و اختلال در غلطش میباشد.
این روش در یاتاقانهای غلطشی و چرخدندهها کاربرد دارد اما بیشترین استفاده تکنیک Shock pulse در بیرینگ های غلطشی میباشد
زیرا مراحل اولیه خرابی بیرینگ در محدوده فرکانسهای بسیار بالا صورت گرفته و بصورت Shock pulse ظاهر میشود
که پس از افزایش شدت خرابی در نمودارهای آنالیز فرکانس FFT قابل شناسایی میباشد.
دو تفسیر Shock pulse
Shock pulse در برگیرنده دو تفسیر میباشد:
-مقدار همفرش (Carpet valve): هرگاه هیچ خرابی و آسیب در بیرینگ نباشد برخورد فلز به فلز Shock pulse هایی با دامنه کم و تعداد زیاد
که مقدار آنها را باعدد Carpet نشان میدهند.
هنگامی که شرایط روانکاری رو به خرابی میرود برخورد فلز با فلز بیشتر میشود که این افزایش برخورد با افزایش Carpet همراه است.
-مقدار ماکزیمم (Max valve): هنگامی که صدمهای در اجزاء بیرینگ رخ میدهد
و در اثر چرخش به صورت دورهای با اجزاء دیگر برخورد میکند که باعث ایجاد امواج Shock pulse با دامنه زیاد Carpet میشود
که مقدار آن را باعدد Max نشان میدهند اقزایش مقدار Max نشان دهنده افزایش خرابی بیرینگ میباشد.
استفاده از تکنیک Shock pulse در عیب یابی یک کمپرسور سانتریفیوژ
یک کمپرسور سانتریفیوژ با شماره GB-307-S در واحد PVC شامل دوقسمت به شرح ذیل است:
1-الکتروموتور (محرک): دارای توان (kw75) و دور (RPM 1485) میباشد.
2-کمپرسور سانتریفیوژ: متشکل از یک پروانه از مرکز که در وسط چهار بیرینگ قرار داشت.
بدلیل عدم دسترسی فقط از دو بیرینگ مقادیر ارتعاشات گرفته میشود.
انتقال قدرت بین الکتروموتور و کمپرسور بوسیله پولی هایی با قطرهای متفاوت و شش عدد تسمه انجام میگیرد.
دور کمپرسور RPM690 است.
در شکل 1 تصویر این تجهیز و در شکل 2 نیز شماتیک آن به همراه نمایش نقاط دیتابرداری توسط گروه CM آورده شده است.

شکل 1: تصویر کمپرسور
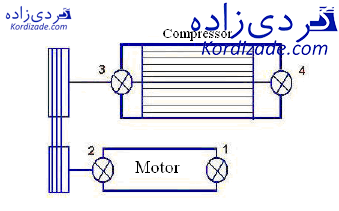
شکل 2: شماتیک کمپرسور به همراه نقاط دیتابرداری
شرایط عملیاتی کمپرسور سانتریفیوژ
مراحل کار دستگاه به این صورت است که گازهای برج Waste water وارد کمپرسور شده فشرده و به سمت Gas holder فرستاده میشود.
ضمنا آب همراه گاز از قسمت تحتانی برج خارج و به سمت مخرنی (FA-901) هدایت میشود.
قابل ذکر است که مقداری از آب سیلینگ کمپرسور که در مخزن FA-306 جمع آوری میشود.
پس از خنک سازی در مبدل EA-306 به کمپرسور به عنوان Water ring برگردانده میشود.
مانیتورینگ ارتعاشی جهت تشخیص عیب کمپرسور سانتریفیوژ
با توجه به توان الکتروموتور (kw75)، حدود هشدار و خطر این کمپرسور با استفاده از استاندارد (10816) 2372ISO در محدوه مرزی III & Class II می بادش.
با در نظر گرفتن شرایط بهره برداری و سوابق ارتعاشی محدوده 11-4.5 انتخاب گردید.
تشخیص بخش آسیب دیده بیرینگ
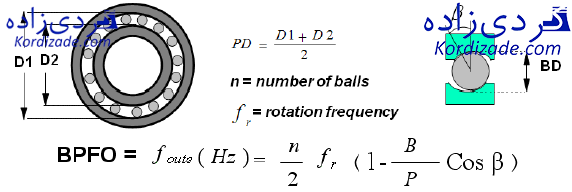
با محاسبه فرکانس های خرابی اجزای بیرینگ (Bearing Defect) میتوان تشخیص داد که کدام عضو بیرینگ آسیب دیده است.
امروزه بوسیله نرم افزار نیز با وارد کردن شرکت سازنده، شماره بیرینگ و سرعت دوران شافت، این فرکانسها محاسبه میشوند.
بعد از محاسبه پنج فاکتور خرابی اعضای مختلف مشخص شد که رینگ خارجی بیرینگ (Outer-race) کمپرسور در طرف پولی (نقطه 3) آسیب دیده است.
روش محاسبه فرکانس رینگ خارجی (Outer-race Ball pass frequency)
نمودار طیف فرکانسی بصورت آبشاری و ترند در تاریخ های مختلف نقطه H3
در طیف فرکانس خرابی رینگ خارجی بیرینگ با دامنه بالا به همراه هارمونیک (Harmonics) در شکل 4 قابل مشاهده است.
همچنین ایجاد hump در اطراف فرکانس های خرابی، نشان از افزایش شدت خرابی بیرینگ میباشد.
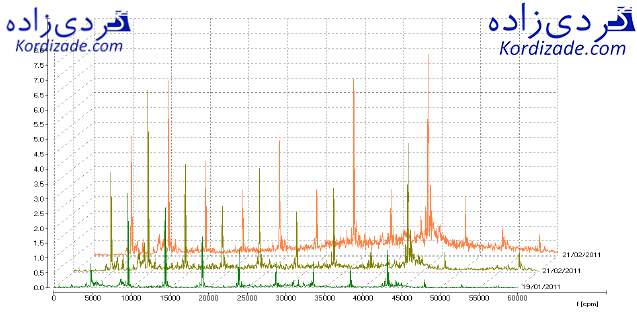
شکل 4: نمودار آبشاری طیف فرکانسی نقطه H3 در زمان خرابی
در شکل 5 آخرین نمودار طیف فرکانسی نقطه H3 در زمان خرابی بیرینگ که فرکانس خرابی رینگ به همراه هارمونیک های آن مشهود است.
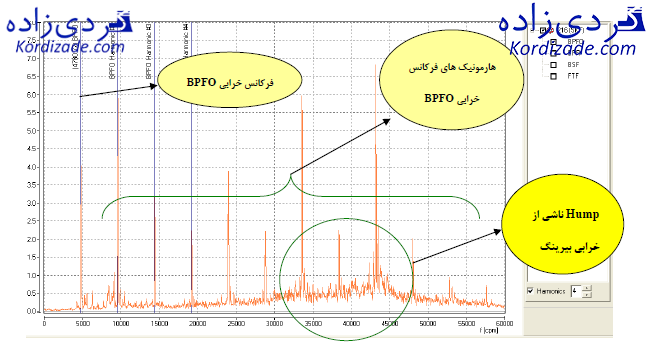
شکل5: آخرین نمودار طیف فرکانسی نقطه H3، در زمان خرابی بیرینگ
در شکل 6 نیز روند تغییرات اندازه کلی ارتعاات (Overall) آورده شده است.
این شکل نمایانگر تغییرات ناگهانی و چشمگیر بر اثر خرابی بیرینگ مورد نظر میباشد.

شکل6: روند تغییرات اندازه کلی ارتعاشات نقطه H3 در زمان خرابی بیرینگ (Overall)
نمودار ترند Shock pulse دستگاه برای نقطه 3:
در این مجتمع پتروشیمی در هر دوره دیتابرداری طیف ارتعاشی،
از دستگاه های حساس Shock pulse نیز گرفته میشود.
همانطور که در ترند شکل 7 نیز دیده میشود مقدار Max و همچنین Carpet اقزایش قابل توجهی به میزان حدود 10 واحد یافته است.
مقدار Max از dB10 به dB21 و Carpet از dB10- به dB1- افزایش یافته است.
هرچند مقادیر دامنه در Carpet منفی میباشد ولی افزایش 10 واحد نشان از وضعیت بد بیرینگ دارد.
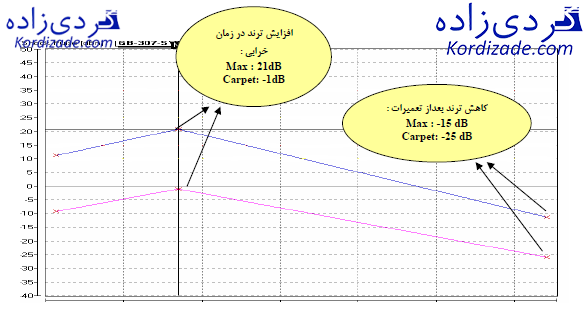
شکل7: ترند میزان Shock pulse
طبق دستور کار اصلاحی صادر شده توسط CM تعمیرات اصلاحی انجام و با توجه به خرابی بیرینگ های کمپرسور نسبت به تعویض آنها اقدام شد.
همانطور که در ترند بالا مشخص میباشد وضعیت Shock pulse بعد از تعمیرات بسیار پایین آمده است.
مقدار Max به اندازه dB36 و Carpet به میزان dB24 کاهش یافت.
نمودار طیف فرکانسی و ترند پس از اقدام اصلاحی در نقطه H3:
با توجه به تعویض بیرینگ های کمپرسور وضعیت دستگاه در حال Good قرار گرفت و دامنه فرکانس های خرابی همانطور که در شکل 8 نیز آورده شده، حذف گردیده است.
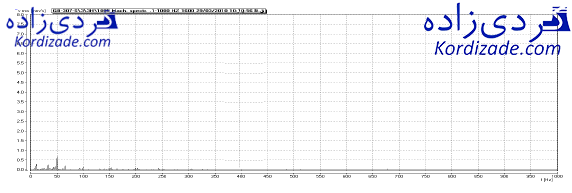
شکل8: نمودار طیف فرکانسی مربوط به نقطه H3 بعد از تغییرات انجام شده
در شکل 9 نیز دامنه کلی ارتعاشات پس از تعمیرات آورده شده است که نشان میدهد مقدار ارتعاشات به میزان mm/s 15.2 کاهش یافته است.
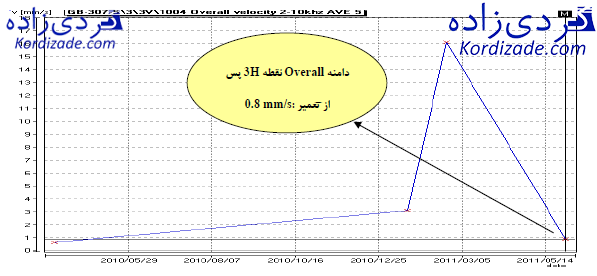
شکل 9: دامنه کلی ارتعاشات پس از تعمیرات
نتیجه گیری
تشخیص به موقع عیب در دستگاهای دوار توسط آنالیز ارتعاشات و تکنیک های مناسب میتواند از توقف دستگاهها به طور ناگهانی و بدون برنامه ریزی کمک کند.
در این مقاله همانطور که بررسی شد با کمک تکنیک Shock pulse میتوان خرابی بیرینگ را با استفاده از افزایش مقدار Shock pulse تشخیص داد و با کمک اقداماتی مانند روانکاری در دورههای زمانی کوتاهتر و عوامل بهره برداری مانند کاهش بار دستگاه در صورت امکان،
و اقداماتی از قبیل دستگاه را برای مدت بیشتری در اختیار داشت و طی برنامه ریزی از پیش تعیین شدهای نسبت به رفع عیب مذکور اقدام نمود.
منبع: علاء الدین حزبئی، سهراب طویجاتی، مهدی بزرگی ،”نمونه عیب یابی به کمک تکنیک شوک پالس و مقایسه آن با آنالیز طیف ارتعاشی (FFT) “،