آنچه در این مقاله به آن پرداخته خواهد شد بیان موردی است درباره آنالیز ارتعاشات فن سانتریفیوژ آسیاب مواد خام کارخانه سیمان و رفع عیب آن تشخیص داده شد و رفع گردید.
عیبیابی به کمک آنالیز ارتعاشات فن سانتریفیوژ
فن مورد نظر در دپارتمان آسیاب مواد خام کارخانه سیمان قرار دارد. وظیفه این فن مکش مواد آسیاب شده از داخل آسیاب غلتکی میباشد. این فن دارای توانی معادل ۲۶۵۰ کیلووات بوده و با قطر ایمپلر 15/3 متر و وزنی حدود ۹ تن با ۹۹۰ دور در دقیقه کار میکند.
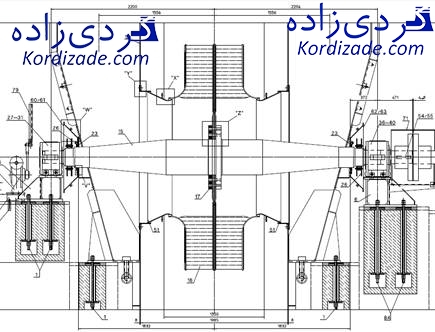 شکل 1: نقشه فن سانتریفیوژ
شکل 1: نقشه فن سانتریفیوژ
 شکل ۲: فن سانتریفیوژ دو طرفه آسیاب مواد شرکت سیمان
شکل ۲: فن سانتریفیوژ دو طرفه آسیاب مواد شرکت سیمان
پس از اتمام مراحل نصب، فن مذکور بطور آزمایشی استارت شد و مشاهده گردید که میزان ارتعاش آن رفته رفته افزایش مییابد. با توجه به اینکه این فن دارای سنسور ارتعاش دایمی نصب شده بر روی یاتاقان آن میباشد میتوان میزان ارتعاش آن را در هر لحظه در اتاق کنترل مشاهده کرد و ثبت نمود. شکل ۳ چگونگی افزایش ارتعاش فن را پس از رسیدن به دور نامی با گذشت زمان نشان میدهد. با توجه به شکل، ارتعاش فن پس از مدت زمانی حدود ۱۵ دقیقه به مقدار 1/7 میلیمتر بر ثانیه میرسد و سیستم کنترلی مربوطه فن را متوقف میکند.
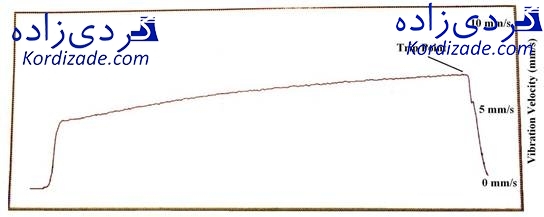 شکل ۳: روند افزایش ارتعاش فن پس از استارت و رسیدن به دور نامی
شکل ۳: روند افزایش ارتعاش فن پس از استارت و رسیدن به دور نامی
با توجه به اینکه ارتعاش فن پس از رسیدن به دور نامی ثابت نمیماند و در دور ثابت شاهد افزایش تدریجی ارتعاش بودیم احتمال بروز پدیده تشدید (Resonance) وجود داشت. اندازهگیری زوایای فاز و طيف ارتعاشی نیز این احتمال را تقویت نمود. از طرفی میزان ارتعاش در جهات عمودی و محوری ناچیز بود و عمده ارتعاش در جهت افقی اتفاق میافتاد. بنابراین ارتعاش ماهیت جهتي (directional) داشت که این موضوع نیز احتمال پدیده تشدید را بیش از پیش تقویت مینمود.
شکل ۴ طيف ارتعاشی ماشین را نشان میدهد.
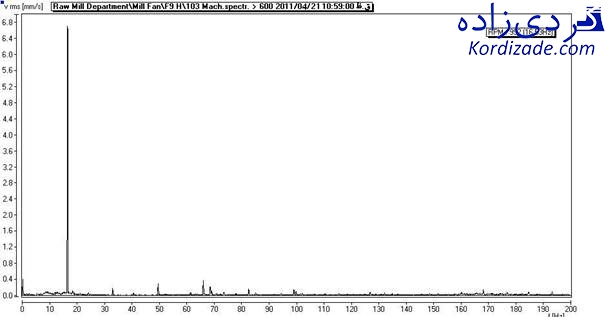 شکل ۴: طيف ارتعاشی فن در جهت افقی
شکل ۴: طيف ارتعاشی فن در جهت افقی
با توجه به طيف ارتعاشی مشاهده میشود که بیشترین دامنه ارتعاش در فرکانسی برابر با فرکانس دوران تجهیز اتفاق میافتد و این دامنه با گذشت زمان افزایش مییابد. با توجه به این مشاهدات احتمال میرفت که فن مذکور دارای مقداری آنبالانسی است و دامنه این آنبالانسی به علت پدیده تشدید افزایش مییابد. از آنجا که دامنه ارتعاش ثابت نبود و مدام افزایش مییافت لذا اقدام برای بالانس غیرمعقول مینمود. اولین قدم در رفع عیب انجام اقداماتی بود که پدیده تشدید را از بین برده و دامنه ارتعاش را تثبیت نماید. یکی از روشهای دور شدن از تشدید، تغییر فرکانس طبیعی سیستم از طریق تغییر میزان سختی میباشد.
(1)
با توجه به رابطه (۱) فرکانس طبیعی سیستم با ریشه دوم سختی سیستم متناسب است. در رابطه فوق K سختی سیستم و M جرم سیستم است. بنابراین اگر بتوانیم میزان سختی را تغییر دهیم میتوان فرکانس طبیعی را تغییر داده و از بروز تشدید ممانعت کرد. به همین منظور جهت افزایش سختی سیستم، اقدامات زیر انجام گرفت:
١- کنترل فونداسیون و اطمینان از عدم وجود اشکال و یا ترک در قسمتهای مختلف آن.
وجود ترک در فونداسیون میتواند بطور قابل ملاحظهای سختی سیستم را کاهش داده لذا قسمتهای مختلف فونداسیون بطور دقیق مورد بازرسی قرار گرفت تا ترکهای احتمالی شناسایی شده و اصلاح شوند. پس از انجام بررسیهای دقیق هیچ ترکی در فونداسیون مشاهده نشد.
۲- تقویت اتصال baseplate های زیر یاتاقانها به فونداسیون.
همانطور که در شکل ۵ نشان داده شده است اتصال baseplate ها به فونداسیون با افزایش ضخامت ورقهای به کار رفته تقویت شدند.
٣- سنگزنی آن قسمت از فونداسیون که در تماس با ورقهای زیر مهره انکربولتها قرار دارد.
به منظور تماس بهتر ورق زیر مهره انکربولتها با فونداسیون، سطح بتن آن قسمت سنگزنی شد تا تماس ورق با فونداسیون بهتر و کاملتر شود. (شکل ۶)
۴- افزایش ضخامت ورقهای زیر مهره انکربولتها
همانطور که در شکل ۶ نشان داده شده است ضخامت ورقهای به کار رفته در زیر مهره انکربولتها از ۱۰ میلیمتر به ۲۰ میلیمتر افزایش داده شد.
 شکل ۵: تقویت اتصال baseplate زیر یاتاقان به فونداسیون با افزایش ضخامت ورقها
شکل ۵: تقویت اتصال baseplate زیر یاتاقان به فونداسیون با افزایش ضخامت ورقها
 شکل ۶: افزایش ضخامت ورقهای زیر انکربولتها از ۱۰ میلیمتر به ۲۰ میلیمتر
شکل ۶: افزایش ضخامت ورقهای زیر انکربولتها از ۱۰ میلیمتر به ۲۰ میلیمتر
پس از انجام اقدامات فوق فن استارت شد و مشاهده گردید که دامنه ارتعاش آن پس از رسیدن به دور نامی تثبیت شده است و در حدود ۵ میلیمتر بر ثانیه ثابت باقی مانده است. شکل ۷ دامنه ارتعاش را با مرور زمان از لحظه استارت تا لحظه متوقف کردن فن نشان میدهد.
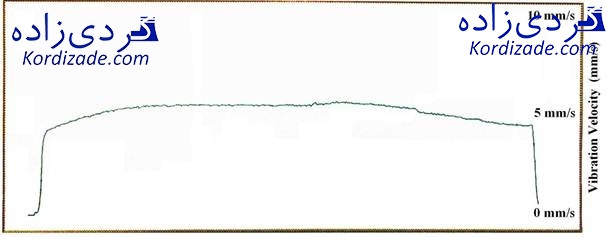 شكل 7- دامنه ارتعاش فن پس از انجام اقدامات اصلاحی
شكل 7- دامنه ارتعاش فن پس از انجام اقدامات اصلاحی
پس از اینکه دامنه ارتعاش تثبیت شد مقادیر دامنه ارتعاش و زوایای فاز و طيف ارتعاشی در جهات مختلف توسط دستگاه آنالیزور ارتعاش ثبت گردید. جداول ۱ و ۲ مقادیر دامنه ارتعاش و زوایای فاز را در جهات مختلف نشان میدهد. شکلهای ۸ و ۹ طیفهای ارتعاشی را در جهت افقی که بیشترین دامنه ارتعاش وجود دارد نشان میدهند.
جدول ۱: میزان ارتعاش فن پس از رفع مشکل نشدید

جدول ۲: زوایای فاز ارتعاش پس از رفع مشکل تشدید

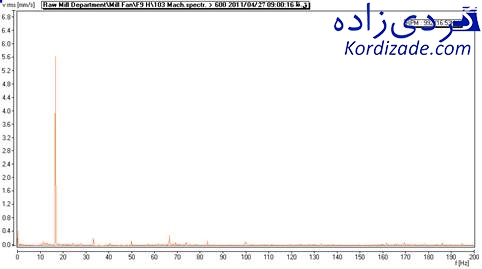 شکل ۸: طيف ارتعاشی در محل یاتاقان loose در جهت افقی پس از رفع مشکل تشدید
شکل ۸: طيف ارتعاشی در محل یاتاقان loose در جهت افقی پس از رفع مشکل تشدید
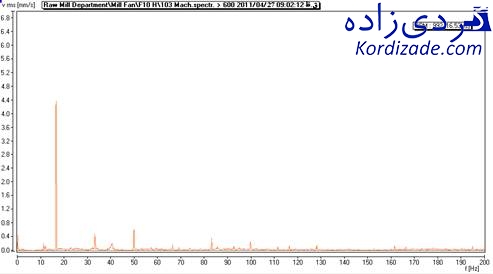 شکل 9- طيف ارتعاشی در محل یاتاقان fix در جهت افقی پس از رفع مشکل تشدید
شکل 9- طيف ارتعاشی در محل یاتاقان fix در جهت افقی پس از رفع مشکل تشدید
با توجه به مقادیر دامنه ارتعاش در جهات مختلف و زوایای فاز، همچنین با بررسی طیف ارتعاشی که دارای بیشترین دامنه در فرکانسی برابر با فرکانس دوران فن میباشد مشکل آنبالانسی فن محرز است لذا نسبت به انجام عملیات بالانس دینامیکی اقدام شد. نتیجه بالانس بسیار موفقیتآمیز بود و میزان ارتعاش فن به مقدار قابل توجهی کاهش پیدا کرد.
جدول 3 مقادیر دامنه ارتعاش را پس از انجام بالانس دینامیکی نشان میدهد.
جدول 3- میزان ارتعاش فن پس از انجام عملیات بالانس دینامیکی
 مقادیر دامنه ارتعاش نشان داده شده در جدول ۳ مطابق با استاندارد ISO 10816 برای فن مذکور کاملاً مطلوب میباشد. فن مورد نظر پس از انجام بالانس بدون هیچ مشکلی استارت شد و مورد بهرهبرداری قرار گرفت.
مقادیر دامنه ارتعاش نشان داده شده در جدول ۳ مطابق با استاندارد ISO 10816 برای فن مذکور کاملاً مطلوب میباشد. فن مورد نظر پس از انجام بالانس بدون هیچ مشکلی استارت شد و مورد بهرهبرداری قرار گرفت.
نتیجه گیری
استفاده از آنالیز ارتعاشات در پایش وضعیت ماشینهای دوار یکی از بهترین و سریعترین روشها میباشد که با قابلیت اطمینان بسیار بالایی میتواند به عنوان ابزاری برای اطلاع از وضعیت عملکرد ماشینها و تشخیص عیوب آنها در اختیار متخصصین و دستاندرکاران نگهداری و تعمیرات در صنایع مختلف قرار گیرد. با استفاده از این روش، عیبیابی ماشینهای دوار در کوتاهترین زمان ممکن و در مراحل ابتدایی شروع عیب قابل ردیابی و تشخیص است. در این مقاله با استفاده از تکنیک آنالیز ارتعاشات، عيب فن سانتریفیوژ مورد استفاده در دپارتمان آسیاب مواد خام شرکت سیمان که آمیزهای از تشدید و آنبالانسی بود تشخیص داده شد که با انجام اقدامات اصلاحی شامل تقویت baseplate ها و محل اتصال انکربولتها به فونداسیون و در نهایت با انجام بالانس دینامیکی بطور کامل رفع گردید.
منبع: رضا قاسمی آذر ” عیبیابی فن سانتریفیوژ دو طرفه آسیاب مواد شرکت سیمان با استفاده از آنالیز ارتعاشات” هفتمین کنفرانس تخصصی پایش وضعیت و عیبیابی ماشین آلات ایران، جزیره کیش، دانشگاه صنعتی شریف، پردیس بینالملل ، اسفند ۱۳۹۱