امروزه فناوریهای جدیدی نظیر تست غیر مخرب جریان گردابی (ET) و تست غیر مخرب فراصوت (UT) مکانیزه و همینطور فناوری آرایه فازی فراصوت در کنار فناوریهای قدیمیتر نظیر تستهای بصری (VT) و تست غیر مخرب ذره مغناطیس (MT) و تست غیر مخرب مایع نافذ (PT) و تست غیر مخرب آلتراسونیک (UT) و تست غیر مخرب رادیوگرافی (RT) و تست غیر مخرب جریان مخالف (ET) جهت بازرسی توربینهای بخار و گاز استفاده میشود. در بین روشهای تست غیر مخرب ET و تست غیر مخرب UT و ترموگرافی و نشرو آویی جهت شناسایی عیوب داخلی قطعات به کار برده میشوند در حالیکه روشهای PT و MT و VT عیوب سطحی را شناسایی میکنند. علاوه بر این روشهای دیگری نظیر تست مودال قطعات و ارتعاشسنجی و صوتسنجی نیز جهت بازرسی تجهیزات و تخمین عمر آنها به کار برده میشوند. فناوریها تست غیر مخرب در حال توسعه روزافزون در دنیا هستند و کاربرد آنها در بازرسی توربینهای گاز و بخار دائما در حال گسترش است.
چرا توربین به تست غیر مخرب نیاز دارد؟
تقاضای روزافزون جهت تولید انرژی به شیوه کاملا اقتصادی و با بازدهی بالا باعث شده است تا صنعت تولید برق در جهت استفاده طولانیتر از واحدهای قدیمی فعلی حرکت کند. درنتیجه تخمین عمر باقیمانده واحدها به عملی مهم جهت عملکرد ایمن و قابل اطمینان آنها تبدیل شده است. از سوی دیگر تامین دائم برق تنها از طریق تعمیر و نگهداری و بازرسی موثر قابل حصول است. از مهمترین اجزای تولید برق توربینها هستند. قسمتهای مختلف یک توربین در معرض بارها و تنشهای حرارتی و عوامل خورنده مختلف قرار دارند.
بارهایی که به اجزای یک توربین وارد میشوند شامل نیروهای گریز از مرکز و نیروهای ناشی از شتابگیری در هنگام راهاندازی و تنشهای حرارتی و پیشتنشها و تنشهای باقیمانده در فرایند ساخت میباشند. بیشتر اجزای یک توربین از فولاد ساخته شدهاند. البته فولاد به کار رفته از عناصر مختلفی مانند کروم و وانادیوم و نیکل و تیتانیم تشکیل شده است. به دلیل بارها وارد شده به توربین، آلیاژها دچار آسیب و تغییر ساختار میشوند. مکانیزمهای مختلفی باعث تغییر ساختار مواد و آسیب قطعات توربینها میشوند. این مکانیزمها عبارتند از خزش و خستگی و خوردگی و تنشهای مکانیکی که باعث ایجاد ترک میشوند. اما بیشتر آسیبهای مکانیکی ناشی از خرش و خستگی با سیکل کند (مانند تنشهای حرارتی) هستند. تخمین میزان آسیب به اجزای مختلف توربینهای قدیمی کمک میکند تا هزینه اقتصادی و فنی استفاده طولانیتر از آن مشخص شود. یکی از بهترین راههای تخمين عمر و بازرسی توربینها ، تست غیر مخرب یا NDT هستند.
چه اجزایی در نیروگاه بخار تست غیر مخرب میشود؟
در نیروگاههای بخار، اجزاء مهمی که بازرسی و تست غیر مخرب آنها ضروری است عبارتند از: بویلرها، هدرها، لولههای بخار، توربینهای سوپرهیتر و ریهیتر، هیترهای آب تغذیه بویلر و کندانسورها.
بازرسی و تست غیر مخرب اجزاء نامبرده به این منظور انجام میگیرد که از شکست زودرس و نابهنگام آنها جلوگیری بعمل آید.
شکست زودرس و نابهنگام و بطور کلی آسیبهای مختلفی در نتیجه شرایط کاری متفاوت در اجزاء نیروگاههای بخاری اتفاق میافتد.
تست غیر مخرب (NDT) بطور گستردهای برای بازرسیهای روزانه، نگهداری و کنترل کیفیت قطعات مختلف در صنایع، مورد استفاده قرار میگیرند.
اعتبار هر روش تست غیر مخرب، سنجشی از کارائی آن روش درباره آشکارسازی نوع، شکل، اندازه و موقعیت عیوب است.
نقش بازرسی و تست غیر مخرب این است که با میزان اطمینان معینی تضمین نماید که در زمان بکارگیری قطعه، عیوبی به اندازه بحرانی شکست در قطعه وجود ندارد.
همچنین ممکن است لازم باشد که با اطمینان، عدم وجود عیوبی کوچکتر از حد بحرانی را نیز ضمانت کند.
به عنوان مثال رشد ترکهای کوچکتر از حد بحرانی به ویژه در مورد قطعاتی که تحت بارهای خستگی قرار دارند و یا در محیطهای خورنده کار میکنند اهمیت دارد.
انتخاب روش مناسب برای تست غیر مخرب قطعات مختلف، نیازمند توجه به فاکتورهای مهم زیر است:
- نوع عیب و ناپیوستگی که مورد توجه است؛
- اندازه، جهت و موقعیت عیوب در قطعه؛
- اندازه و شکل قطعهای که مورد ارزیابی قرار میگیرد؛
- جنس مادهای که مورد ارزیابی قرار میگیرد.
روشهای مرسوم تست غیر مخرب که برای بازرسی و عیبیابی اجزاء مختلف یک نیروگاه بخاری بکار گرفته میشوند به قرار زیر می باشد:
- بازبینی چشمی
- اندازهگیری ابعاد
- ضخامتسنجی و عیبیابی توسط التراسونیک
- آزمون مایعات نافذ
- آزمون ذرات مغناطیسی
- آزمون ادیکارنت
- روشهای رادیوگرافی
این روشها اگرچه به صورت وسیعی در نیروگاههای مختلف بکار میروند اما بدلیل محدودیتها و معایب مختص هر یکی از روشهای نامبرده، همواره تلاش در جهت تکمیل و بهبود روشهای رایج صورت گرفته است.
با توجه به محدودیتها و معایب آزمونهای غیرمخرب متداول و همچنین افزایش روزافزون تقاضا برای تستهای غیرمخرب در صنایع مختلف، سازندههای مختلف بر آن شدهاند که روشهای جدید تستهای غیرمخرب را با دامنه کاربرد وسیعتر، معایب و محدودیتهای کمتر و در عین حال سرعت و دقت بیشتر گسترش دهند و در برخی موارد، همان روشهای متداول را بهبود بخشند.
از مهمترین علل رویکرد به روشهای جدید تست غیر مخرب میتوان به موارد زیر اشاره نمود:
- شناسایی و ردیابی عیوب بسیار کوچک (ترکهای بسیار ریز، عیوب نقطهای و …)،
- شناسایی عیوبی که در عمق قطعه قرار دارند و همچنین تعیین نوع عیوب و مشخص نمودن موقعیت آن،
- شناسایی عیوبی که در نقاط غیر قابل دسترسی قرار دارند،
- سرعت عملکرد روشهای جدید،
- هزینه کمتر نسبت به میزان خدمات،
- ضرر و زیان کمتر برای شخص استفادهکننده در برخی روشها،
- سهولت در استفاده،
- استفاده از نرمافزارهای کمکی.
اکثر روشهای جدید تست غیر مخرب، بهینه شده روشهای قدیمیتر میباشند، بدین معنی که اصول حاکم بر روشها تغییر چندانی نداشته و تنها قدرت سیستم و سهولت در استفاده آن بهینه شده است.
روشهای آزمون غیرمخرب به منظورهای مختلفی استفاده میشوند که عبارتند از: عیبیابی، ضخامتسنجی و تعیین ویژگیهای مواد مورد استفاده.
هیچ یک از روشهای NDT به تنهایی برای ارزیابی تمام انواع عیوب و یا اندازهگیریها بکار برده نمیشود. هر روش مزایا، معایب و محدودیتهای خاص خود را در مقایسه با سایر روشها دارد.
بنابراین باید روشی را انتخاب کنید که عیب خاص مورد نظر او را شناسایی کرده و یا اندازهگیری را با حداکثر سرعت و دقت انجام دهید.
جدول (1) میزان قابلیت، توانایی یا عدم توانایی هر یک از روشهای متداول NDT در ارزیابی انواع عیوب را نشان میدهد.
لازم به ذکر است الف ) تنها برای مواد فرومغناطیسی و روش ب ) تنها برای مواد رسانا کاربرد دارد.
 جدول (1) میزان قابلیت، توانایی یا عدم توانایی هر یک از روشهای متداول NDT در ارزیابی انواع عیوب
جدول (1) میزان قابلیت، توانایی یا عدم توانایی هر یک از روشهای متداول NDT در ارزیابی انواع عیوب
0- ارزیابی نخواهد کرد
١- خیلی مناسب نیست
۲- نسبتاً مناسب است
۳- ایدهآل است.
ملاحظه میشود که روش التراسونیک در مقایسه با سایر روشها از قابلیتهای مناسبی برخوردار است.
فعالیت شرکتهای بزرگ دنیا در استفاده از روشهای بازرسی غیر مخرب توربینهای گاز و بخار
1- شرکت زیمنس و بازرسی غیر مخرب توربین
بازرسی غیر مخرب توربین به کمک ترموگرافی صوتی
معمولا روشهای متعارفی مانند MT و ET و UT جهت تست و بازرسی پرههای توربین استفاده میشوند و در اکثر مواقع این روشها برای شناسایی و تشخیص عیب در پره کافی هستند. اما شرکت زیمنس، روشی به اسم ترموگرافی صوتی را ابداع کرده است که قادر است ترکهای بسیار نازک را در پره و سایر قطعات توربین شناسایی کند. در این روش توسط یک منبع، انرژی بالا و در فرکانس پایین به قطعه وارد میشود. این انرژی باعث لرزش و در نهایت ایجاد سایش در ترک میشود. سایش باعث ایجاد حرارت و افزایش دما در محل ترک میشود. در این حالت قطعه با استفاده از یک دوربین ترموگرافی با دقت بالا پایش میشود. فیلم برداشتهشده توسط یک نرمافزار رایانهای پردازش میشود. در محل ترک حرارت ایجاد میشود و در یک لحظه میدرخشد. زمان فیلمبرداری دو ثانیه است. نمای شماتیک از این روش در شکل 1 نشان داده شده است. این روش برای ترکهای بسیار نازک کاربرد دارد و ترکهای درشتتر توسط این روش قابل شناسایی نیست.
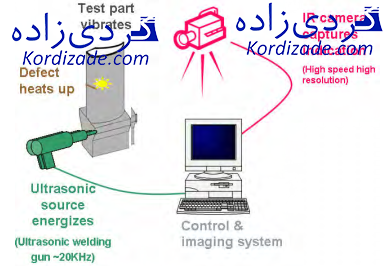
شکل 1. شمایی از روش ترموگرافی صوتی
از مزایای این روش آن است که کل پره و ریشه آن در یک آزمون که دو ثانیه به طول میانجامد ارزیابی میشود. اهمیت این روش آن است که عیوب را میتواند با وجود پوششی که به اجزای توربین احتراق اعمال میشود تشخیص دهد. ترکهای ریز در روزنههای خنککاری با این روش به راحتی قابل تشخیص هستند. بازرسی چشمی با استفاده از دوربینهای دما بالا با استفاده از بورسکوپ ویژه دماهای بالا امکان بازرسی توربین در حین کار به وجود آمده است. این وسایل دارای دوربینهایی هستند که با استفاده از فناوری مخصوصی خنککاری میشوند. این دوربینها قادرند در دمای 538 درجه سانتیگراد کار کنند. زیمنس از این تکنولوژی برای بازرسی توربینهای بخار فشار بالا که دارای پورتهای ویژه برای پرابهای ویدئو هستند استفاده کرده است. در حال حاضر این شرکت در حال توسعه این فناوری برای بازرسی نقاط دوردست توربین با فاصلهای بیش از شش میباشد.
بازرسی غیر مخرب توربین به کمک روش آرایه فازی فراصوتی
این روش جهت کاهش زمان تست و بهبود ارزیابی دادهها برای اجزای مختلف توربین استفاده میشود. زیمنس از این روشها برای بازرسی سوراخ دیسک بخش فشار پایین توربین (LP) استفاده میکند. این روش به گونهای توسعه یافته است که مناطقی از ریشه پره که تحت تنش بالا قرار دارد در محل قابل بازرسی هستند بدون اینکه نیاز به باز کردن پرهها باشد. زیمنس جهت اطمینان از نتایج از روشهای مختلف برای مدلسازی هندسه و تخمین انرژی آرایه فازی استفاده میکند. مدلسازی آکوستیکی سطوح هندسی پیچیده از جمله این روشهاست.
بازرسی غیر مخرب توربین به کمک روش روشهای عددی و محاسباتی
به کمک روشهای عددی میتوان بخشهای مختلف توربین را از نظر نوع آسیبدیدگی مشخص کرد تا متناسب با آن نوع تست غیر مخرب مناسب آن قسمت مشخص گردد. شرکت زیمنس از ابزار عددی برای تحلیل تنش خرش خستگی توربینهای گاز و بخار جهت شناسایی تست مناسب غیر مخرب استفاده میکند.
2- شرکت GE و بازرسی غیر مخرب توربین
شرکت جنرال الکتریک نیز همانند شرکت زیمنس انواع تستهای غیر مخرب را ارائه میدهد. این شرکت نرمافزارهایی جهت انجام تستهای غیر مخرب از راه دور توسعه داده است. این نرمافزارها انواع توانایی انجام تستهای بصری و پرتونگاری را دارند.
3- شرکت آلستوم و بازرسی غیر مخرب توربین
شرکت آلستوم نیز خدمات غیر مخرب را در محل سایت ارائه میدهد. این خدمات شامل بازرسی بصری- آلتراسونیک آرایه فازی پرهها و لبه دیسکهاست. این شرکت جهت بازرسی پرهها در محل سایت از فناوری آلتراسونیک استفاده میکند. برای این منظور رباتی به نام VARIO ساخته شده است. جهت بازرسی سوراخ روتور از بوراسکوپ مخصوص استفاده میشود که از پرابهای تست آلتراسونیک و جریان گردابی استفاده میکند. شرکت آلستوم تلاش زیادی در جهت استفاده از انواع رباتها برای خودکار نمودن آزمونهای غیر مخرب نموده است. شاخهای از این شرکت با همکاری موسسه فناوری زوریخ سویس شرکت رباتهای بازرس آلستوم را تاسیس کرده است که هدف آن ساخت انواع ربات برای صنعت تولید برق و نفت گاز ﻧﺎم دارد ﮐﻪ ﻗﺎدر اﺳﺖ ﺑﺪون ﺧﺎرج ﮐﺮدن روﺗﻮر از ﻣﻮﻧﺘﺎژ و در ﻣﺤﻞ ﺳﺎﯾﺖ ﺑﺎزرﺳﯽ را اﻧﺠﺎم دﻫﺪ. شکل 2 اﯾـﻦ رﺑـﺎت را ﻧﺸﺎن میدهد
 شکل 2. ربات بازرس DIRIS در حال بازرسی تجهیز دوار
شکل 2. ربات بازرس DIRIS در حال بازرسی تجهیز دوار
امیدوارم این مقاله درباره بازرسی غیر مخرب توربین برای شما مفید بوده باشد منتظر نظرات شما سروران گرامی هستیم.