
آسیابهای غلتکی عمودی ATOX45 ساخت شرکت F.L.SMIDTH دانمارک به دلیل سطح کارایی بسیار خوب در بسیاری از موارد، مورد قبول واقع میشوند. در شکل ۱ آسیاب غلتکی ATOX45 نشان داده شده است. این نوع آسیاب شامل سه غلتک هر کدام به وزن ۳۰ تن، قطر 7/2 متر و پهنای 9/0 متر میباشد که در داخل هر غلتک یک بیرینگ غلتشی استوانهای تک ردیفه Single row cylindrical roller bearing و یک بیرینگ غلتشی بشکهای دو ردیفه Double row spherical roller bearing قرار دارد. شکل ۲ غلتک آسیاب مواد کارخانه سیمانبه همراه بیرینگهای آن را نشان میدهد. مشخصات بیرینگها در جدول ۱ آورده شده است.
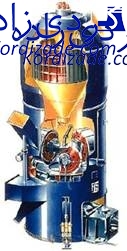 شکل 1: آسیاب غلتکی ATOX45 ساخت شرکت F.L.SM IDTH
شکل 1: آسیاب غلتکی ATOX45 ساخت شرکت F.L.SM IDTH
 شکل ۲: غلتک آسیاب مواد کارخانه سیمانو بیرینگهای آن
شکل ۲: غلتک آسیاب مواد کارخانه سیمانو بیرینگهای آن
جدول ۱: مشخصات بیرینگهای غلتک آسیاب مواد کارخانه سیمان
 در آسیاب ATOX برای خرد و آسیاب کردن مواد خام از فشار و ایجاد ترک در موادی که بین غلتکها و سینی سایش در حال چرخش قرار دارند، استفاده میشود. در این نوع آسیاب به دلیل استفاده از میدان سایش افقی، نیروی ثقل غلتکها و جهت حرکت مواد فشارهای طولی، عرضی و شعاعی زیادی بر بیرینگها وارد میشود. در صورت خرابی بیرینگها و در نتیجه خرابی غلتک از آنجاییکه عموما برای غلتکها یدکی وجود ندارد و حتی در صورت وجود یدکی، مراحل تعویض هر غلتک حداقل یک هفته به طول میانجامد که علیرغم هزینههای زیاد تعمیرات و شوک حرارتی به نسوزکاری کوره، اتمام ذخیره مواد در ۳۰ ساعت اول، ضرر و زیان ناشی از قطع تولید و از دست دادن موقعیتهای فروش با توجه به رقابتی بودن بازار و عدم فروش پیوسته را در بر خواهد داشت که این موارد اهمیت لزوم پایش وضعیت این نوع بیرینگها را آشکار میسازد. با توجه به دستورالعمل نت شرکت سازنده (FLSmidth) موارد زیر میتواند از علائم خرابی بیرینگهای یک غلتک باشد:
در آسیاب ATOX برای خرد و آسیاب کردن مواد خام از فشار و ایجاد ترک در موادی که بین غلتکها و سینی سایش در حال چرخش قرار دارند، استفاده میشود. در این نوع آسیاب به دلیل استفاده از میدان سایش افقی، نیروی ثقل غلتکها و جهت حرکت مواد فشارهای طولی، عرضی و شعاعی زیادی بر بیرینگها وارد میشود. در صورت خرابی بیرینگها و در نتیجه خرابی غلتک از آنجاییکه عموما برای غلتکها یدکی وجود ندارد و حتی در صورت وجود یدکی، مراحل تعویض هر غلتک حداقل یک هفته به طول میانجامد که علیرغم هزینههای زیاد تعمیرات و شوک حرارتی به نسوزکاری کوره، اتمام ذخیره مواد در ۳۰ ساعت اول، ضرر و زیان ناشی از قطع تولید و از دست دادن موقعیتهای فروش با توجه به رقابتی بودن بازار و عدم فروش پیوسته را در بر خواهد داشت که این موارد اهمیت لزوم پایش وضعیت این نوع بیرینگها را آشکار میسازد. با توجه به دستورالعمل نت شرکت سازنده (FLSmidth) موارد زیر میتواند از علائم خرابی بیرینگهای یک غلتک باشد:
1- افزایش دمای روغن برگشتی فقط از یک غلتک
۲- وجود ذرات فلزی در نمونه روغن آنالیز شده
۳- افزایش دفعات انسداد فیلتر روغن به واسطه ذرات فلزی حاصل از سایش.
در آسیاب مواد ATOX 45 خط ۱ کارخانه سیمانافزایش دما در روغن برگشتی از غلتک شماره ۲ از طریق پنل کنترل اتوماتیک مشاهده گردید (شکل3) که میتوانست نشانهای از خرابی بیرینگهای آن باشد. برای حصول اطمینان، وضعیت بیرینگهای این غلتک از طریق تکنیک آنالیز روغن مورد پایش قرار گرفت.
 شکل 3: پنل کنترل اتوماتیک روانکاری بیرینگ غلتکها
شکل 3: پنل کنترل اتوماتیک روانکاری بیرینگ غلتکها
پایش وضعیت از طریق آنالیز روغن آسیاب سیمان
روشهای متعددی برای پایش وضعیت ابداع و متداول شده است. در حال حاضر آنالیز روغن و آنالیز ارتعاشات دو تکنیک اصلی هستند که بصورت گسترده در پایش وضعیت تجهیزات ماشین آلات به کار گرفته میشوند. در پایش وضعیت بیرینگهای غلتشی بزرگ با سرعت پایین و بار زیاد، به علت پایین بودن فرکانسهای چرخش و محدودیت حسگرهای رایج در صنعت در جمعآوری سیگنالها، از آنالیز ارتعاشات نمیتوان استفاده نمود. علاوه بر این، در پایش وضعیت بیرینگهای غلتک آسیاب به علت شرایط خاص در زمان کارکرد آسیاب، امکان ارتعاش سنجی وجود ندارد. از نقطه نظر روانکاری، مهمترین بخش آسیابهای عمودی روانکاری غلتکها است، بنابراین پایش منظم روغن برای افرایش طول عمر بیرینگها الزامی است. از آنجاییکه شرایط عملکرد غلتکها دمای بالا، بار زیاد و عمر طولانی است از سیستم روانکاری گردشی روغنهای سنتتیک با گرانروی بالا (۱۰۰۰ سانتی استوک) استفاده میشود. در آسیاب هنگامی که سینی سایش که محل قرار گرفتن مواد است با غلتک تماس پیدا میکند به واسطه چرخش سینی، غلتک چرخیده و در این حالت مقدار زیادی از روغن در بیرینگها توزیع میشود که علیرغم خنک کردن آنها مواد حاصل از سایش و آلودگیها را خارج نموده و به سمت فیلتر هدایت میکند. با نمونهگیری متناوب از روغن و آنالیز آن میتوان هر گونه تغییر وضعیت روغن و غلتک را در مراحل اولیه شناسایی و قبل از پیشرفت و توسعه خرابی و رسیدن به مرحله بحرانی اقدامات پیشگیرانه لازم و یا برنامهریزی تعمیرات در زمان مناسب را انجام داد. همچنین با تجزیه و تحلیل ذرات موجود در روغن از نظر اندازه، رنگ، شکل و تراکم، شناسایی نوع و محل عیوب به راحتی میسر میگردد.
نمونهگیری و آنالیز روغن آسیاب سیمان
نمونهگیری سادهترین مرحله اجرای برنامه آنالیز روغن میباشد ولی اهمیت آن به حدی است که در صورت عدم رعایت اصول نمونهگیری، نتایج آزمایشها هر چند دقيق فاقد اعتبار میگردد. با توجه به این که مقدار بسیار کمی از روغن (حدود ۱۰۰ میلی لیتر) ملاک قضاوت و ارزیابی آزمایشگاهها، برای شناسایی وضعیت کل روغن و نیز وضعیت فرسایش دستگاه قرار خواهد گرفت، لذا نمونه روغنی که برای آزمایش برداشته میشود باید نماینده واقعی کل سیستم باشد. در پایش وضعیت، روانکار صرفا انتقال دهنده اطلاعاتی است که توسط تجهیز به شکل آلودگی و یا ذرات فرسایشی ایجاد شده است. در این پروژه نمونهگیری از نقطهای در مسیر روغن برگشتی از غلتک شماره ۲ و قبل از فیلتر انجام شده است.
آزمایشهای آنالیز روغن آسیاب سیمان
آزمایشها و اطلاعات حاصل از آنالیز روغن به طور کلی به سه دسته تقسیم میشوند:
الف) آزمایشها و اطلاعات مربوط به خواص فیزیکی، شیمیایی و افزودنیهای روغن
ب) آزمایشها و اطلاعات ذرات فرسایشی جهت نظارت بر وضعیت سیستم
ج) آزمایشها و اطلاعات کنترل آلودگی
اصولا پدیده فرسایش امری اجتنابناپذیر است. در فرسایش عادی ذرات فرسایشی بسیار ریز و دارای تراکم پایین میباشند. در حالی که در مراحل اولیه افزایش فرسایش، تراکم ذرات ریز زیاد شده و در صورت عدم اطلاع و رفع علت، فرسایش تدریجا به حالت غیرعادی درآمده و ذرات فرسایشی در اندازههای بزرگتر تولید خواهد کرد. مهمترین وظیفه تکنیک آنالیز روغن تشخیص شروع تغییر روند فرسایش قبل از فرسایش غیرعادی است. لذا با انجام آنالیزهای فرسایشی علاوه بر نوع و میزان فرسایش عناصری مانند Fe و Cu و … میتوان به عامل ایجاد فرسایش پی برد و با اتخاذ تدابیر مناسب و به موقع از پشرفت خرابی جلوگیری نموده و به میزان قابل توجهی هزینههای نت را کاهش داد. روشهای متعددی جهت آزمایش روغن و استخراج اطلاعات مربوط به ذرات فرسایشی وجود دارد. هر کدام از این روشها حوزه تشخیص معینی دارد که در ادامه به اجمال به برخی از آنها که در پایش وضعیت بیرینگهای غلتک مورد استفاده قرار گرفته است اشاره میگردد.
آنالیز روغن آسیاب سیمان: اسپکتروسکوپی) (AES Atomic Emission Spectroscopy
به کمک تکنیک اسپکتروسکوپی میتوان اکثر عناصر فلزی و غیر فلزی موجود در روغن را بر حسب قسمت در میلیون (ppm) اندازهگیری نمود. اکثر آزمایشگاههای روغن تا بیش از ۲۰ عنصر را میتوانند اندازهگیری کنند. روش اسپکتروسکوپی از نظر اندازه ذرات دارای محدودیت میباشد. فلزات معلق و حل شونده تا حدود ۲ میکرون با دقت بالایی شناسایی میشوند. با افزایش اندازه ذرات تا ۵ میکرون دقت کاهش مییابد و برای ذرات بزرگتر از ۵ میکرون، تراكم عناصر به میزان قابل توجهی کمتر از مقدار واقعی شناسایی میشود. به جزء فرسایش سیلیس در بقیه موارد ورود به حوزه فرسایش غیرعادی از ۲۵ میکرون شروع میشود و با توجه به حوزه تشخیص اسپکتروسکوپی این روش جهت تشخیص خروج از مرحله فرسایش عادی ابزار مناسبی نمیباشد. با این وجود اسپکتروسکوپی تکنیکی قدرتمند برای شناسایی سریع ذرات و پیش بینی پتانسیل فرسایش سیستم است. اعدادی که بوسیله این روش گزارش میشود به تنهایی مهم نیست، چیزی که اهمیت دارد افزایش یا تغییرات زیاد در این اعداد است.
آنالیز روغن آسیاب سیمان: شاخص ذرات درشت آهنی(PQ) Particle Quantifier
افزایش در تعداد ذرات بزرگ با خاصیت آهنی، معمولا نشان دهنده وجود شرایط فرسایش است و باید به عنوان یک هشدار برای خرابی در شرف اتفاق رسیدگی شود. تکنیک P.Q گستره وسیعی از کمتر از 1 میکرون تا بیش از ۱۰۰ میکرون را تحت پوشش قرار میدهد.
آنالیز روغن آسیاب سیمان: تراکم ذرات (PD) Particle Density
در این آزمایش با عبور روغن از جلوی نور لیزر تعداد ذرات جامد معلق در اندازههای مختلف در یک میلی لیتر روغن شناسایی و شمارش میگردد. نتایج در قالب کدهای استاندارد سطح تمیزی (استاندارد ISO 4406 و یا NAS 1638) بر اساس اندازه ذرات ۲، ۵ و ۱۵ میکرون اعلام میگردد. هر چه کد بزرگتر باشد به معنی آلودگی بیشتر است و بالعکس. شکل ۴ نشان میدهد که چگونه با افزایش میزان فرسایش، اندازه و تراکم ذرات فرسایشی در روغن افزایش مییابد.
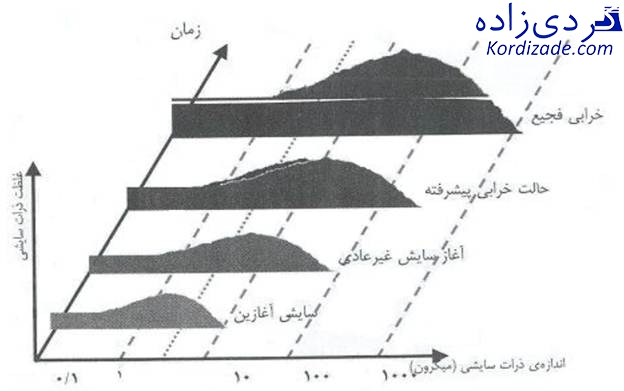 شکل 4: چگونگی وابستگی گسترش فرسایش با غلظت ذرات فرسایشی
شکل 4: چگونگی وابستگی گسترش فرسایش با غلظت ذرات فرسایشی
آنالیز روغن آسیاب سیمان: فروگرافی مشاهداتی (AF) Analytical Ferrography
معمولا پس از این که از نتایج آزمایشهای اولیه وضعیت مشکوکی ملاحظه شود، از روش فرو گرافی مشاهداتی استفاده میگردد. در این تکنیک ذرات فلزی درون روغن را بر روی یک اسلاید شیشهای رسوب داده و با مشاهده آنها بوسیله میکروسکوپ نوری اطلاعات بسیار جالبی در خصوص شکل ذرات، اندازه آنها (کمتر از 1 میکرون تا ۲۵۰ میکرون) و میزان تراکم به دست میآید و با ملاحظه نتایج سایر آزمایشها میتوان نوع فرسایش (خوردگی، خستگی، سایشی و …) و نیز در برخی موارد با اطلاع از متالوژی قطعات، محل وقوع فرسایش را شناسایی نمود.
تکنیکهای ارزیابی سیستم با استفاده از نتایج آنالیز روغن آسیاب سیمان
مقادیر مطلق (Absolute Value)
در این روش از مقادیری که شرکت سازنده برای میزان ذرات تعیین کرده است استفاده میشود.
روند تغییرات مقادیر (TREND)
در این روش مقدار ذرات یک عنصر که درون نمونه روغن وجود دارد حائز اهمیت است. یعنی با توجه به روند تغییرات مقدار ذره موجود در روغن است که تشخیص میدهیم وجود عنصر حاکی از وجود خطر در سیستم میباشد. برای تصمیم در تکنیک ترند بایستی حداقل چند نمونه آزمایش داشته باشیم تا رفتار فرسایشی دستگاه بدست آید. شیپ نمودار ترند یا تانژانت آن شدت فرسایش را نشان میدهد. هر چه شیب بیشتر باشد شدت فرسایش بیشتر خواهد بود.
تحلیل نتایج حاصل از آنالیز روغن آسیاب سیمان و نتیجهگیری
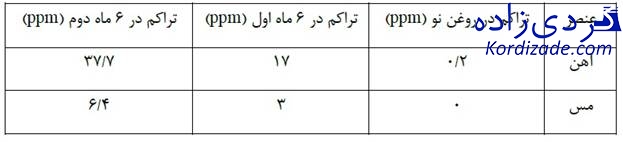
قبل از شروع هر برنامه پایش وضعیت از طریق آنالیز روغن، لازم است که دقیقا شرایط روغن نو را داشته باشیم که این کار در کارخانه سیمانهنگام ورود روغن نو به کارخانه جهت حصول اطمینان از کیفیت صورت میپذیرد. به محض مشاهده افزایش دمای روغن برگشتی از غلتک ۲ در مقایسه با دو غلتک دیگر ذرات فرسایشی موجود در روغن در دو دوره شش ماهه کارکرد مورد ارزیابی قرار گرفت. نتایج آزمایش اسپکتروسکوپی مربوط به عناصر فرسایشی آهن و مس در جدول ۲ و ترند آنها در شکل ۵ نشان داده شده است.
جدول ۲: عناصر فرسایشی موجود در روغنهای نو و کارکرده
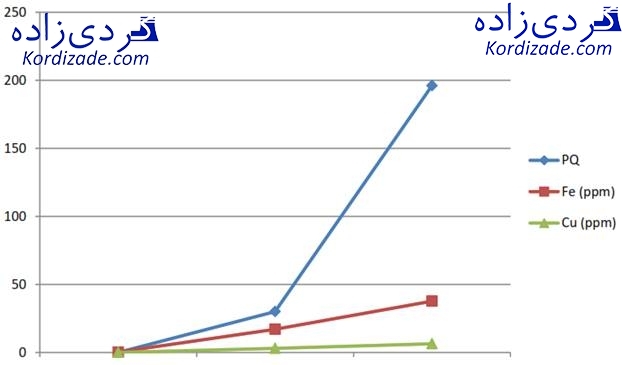 شكل ۵: ترند عناصر فرسایشی و شاخص فرسایش
شكل ۵: ترند عناصر فرسایشی و شاخص فرسایش
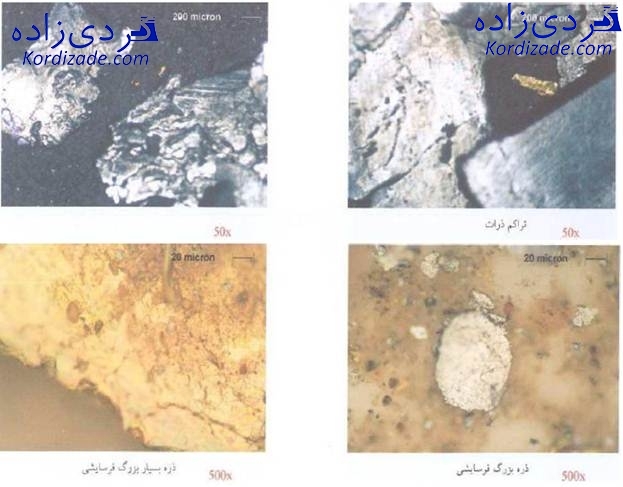
همانطور که در نمودار ترند مشخص است میزان عناصر فرسایشی Fe و Cu ریز کوچکتر از ۵ میکرون موجود در روغن سیر صعودی دارد اما باید توجه نمود که در تکنیک ترند آنچه اهمیت دارد شیب نمودار است. شیب یکنواخت نشانگر روند نرمال فرسایش است و تهدیدی جدی برای سیستم محسوب نمیگردد. اما این نتیجه نباید گمراهکننده باشد زیرا عموما افزایش در تعداد ذرات بزرگ با خاصیت آهنی است که خبر از فرسایش غیرعادی میدهد. به همین دلیل برای ارزیابی روند تولید ذرات درشت فرسایشی با خاصیت آهنی شاخص P.Q در هر دو دوره مورد اندازهگیری قرار گرفت. این شاخص در دوره شش ماهه اول عدد ۳۰ و در شش ماهه دوم عدد ۱۹۶ را نشان میدهد که ترند آن در شکل ۵ نشان داده شده است. این ترند حکایت از افزایش تولید ذرات درشت و احتمال آغاز فرسایش غیرعادی سیستم دارد. برای حصول اطمینان از نتایج آزمایش P.Q و همچنین مشخص کردن تراکم و نوع ذرات فرسایشی با اندازههای مختلف، آزمایش فروگرافی نیز انجام شد که فروگرامهای حاصله در شکلهای ۶ و ۷ نشان داده شده است.
 شکل ۶: فروگرامهای نشان دهنده تراکم ذرات فلزی در نمونه روغن کارکرده در شش ماهه اول
شکل ۶: فروگرامهای نشان دهنده تراکم ذرات فلزی در نمونه روغن کارکرده در شش ماهه اول
 شكل ۷: فروگرامهای نشان دهنده تراکم ذرات فلزی در نمونه روغن کارکرده در شش ماهه دوم
شكل ۷: فروگرامهای نشان دهنده تراکم ذرات فلزی در نمونه روغن کارکرده در شش ماهه دوم
همانطور که در فروگرامهای به دست آمده مشاهده میگردد تراکم و نوع ذرات بزرگ و بسیار بزرگ فرسایشی غیرعادی است. تعداد ذرات ریز و درشت فرسایشی غیرآهنی به صورت نگران کننده بالا بوده و احتمال فرسایش غیرعادی در قطعات آلیاژ مس وجود دارد.
به منظور تعیین سطح تمیزی، آزمایش P.D نیز روی نمونه روغن انجام گرفت که سطح تمیزی ISO 4406 بر اساس اندازه ذرات ۲، ۵ و ۱۵ میکرون کد26/25/OR [1] (O.R= Out of Range) گزارش شده است. سطح تمیزی برای ذرات بزرگتر از ۱۵ میکرون به شدت پایین و بحرانی است که خبر از فرسایش غیرعادی دارد. در شکل ۸ نتایج آزمایش P.D نشان داده شده است.
 شکل ۸: نتایج آزمایش P.D روی نمونه روغن کارکرده در شش ماه دوم به منظور تعیین سطح تمیزی
شکل ۸: نتایج آزمایش P.D روی نمونه روغن کارکرده در شش ماه دوم به منظور تعیین سطح تمیزی
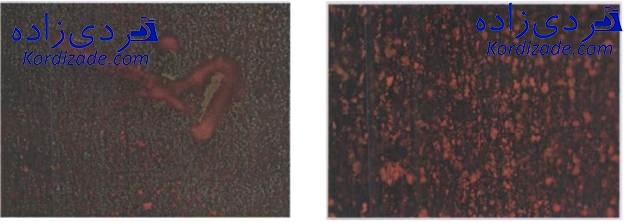
با استناد به نتایج آزمایشهای انجام گرفته و اطلاع از متالوژی بیرینگها پیشبینی گردید رولرها، رینگ داخلی و خارجی بیرینگها که از جنس فولاد (آلیاژ آهن) بوده و همچنین قفسه بيرينگها که از جنس برنج (آلیاژ مس) است در معرض فرسایش غیرعادی قرار دارند. ذرات فرسایشی ایجاد شده در شرایط تماس غلتشی خود میتوانند منجر به خستگی سطح، حفره و کنده شدن بیشتر مواد شوند در نهایت با در نظر گرفتن موارد فوق به منظور جلوگیری از پیشرفت و توسعه خرابی، از سوی واحد دفتر فنی (مجری برنامه OCM) به طور موکد اعلام گردید که در اولین تعمیرات اساسی پیش رو و در زمان توقف آسياب، غلتک شماره ۲ پس از انتقال به کارگاه، دمونتاژ و شرایط آن برای ادامه کار مورد بررسی قرار گیرد. اما متاسفانه به دلیل عدم اطمینان و بیتوجهی واحد تعمیرات به نتایج بررسیهای انجام شده از طریق آنالیز روغن، با گذشت حدود یک سال از اعلام خطر خرابی بیرینگ، هیچ گونه اقدامی جهت جلوگیری از پیشرفت و توسعه خرابی و رسیدن به مرحله بحرانی صورت نگرفت. در این مدت فیلتر روغن برگشتی از غلتک ۲ به علت انسداد با ذرات فلزی به دفعات تعویض میگردید. در شکل ۹ نمونهای از ذرات فلزی موجود در روغن برگشتی از غلتک، قبل از فیلتر شدن نشان داده شده است.
 شکل ۹: ذرات فلزی موجود در روغن برگشتی از غلتک ۲
شکل ۹: ذرات فلزی موجود در روغن برگشتی از غلتک ۲
هنوز یک هفته از پایان تعمیرات اساسی ۱۵ روزه خط ۱ در خرداد ماه ۹۲ سپری نشده بود که خرابی پیشبینی شده بیرینگ غلتک مورد بحث، منجر به توقف آسیاب و نهایتا توقف برنامهریزی نشده ۸ روزه خط ۱ تولید گردید. در شکل ۱۰ تصاویری از بیرینگ آسیب دیده غلتک نشان داده شده است.
 شکل ۱۰: تصاویر بیرینگ آسیب دیده غلتک
شکل ۱۰: تصاویر بیرینگ آسیب دیده غلتک
برآورد ضرر و زیان ناشی از خرابی بیرینگ، و توقف برنامهریزی نشده بدین شرح میباشد: کاهش تولید به میزان ۲۸۸۰۰ تن، خسارات مالی ناشی از کاهش تولید 29.952.000.000 ریال، آسیب به نسوز کاری کوره در اثر سرد و گرم شدن به هنگام توقف ناخواسته و راهاندازی مجدد، هزینههای خرابی غلتک مشتمل بر خرید غلتک و بیرینگ و نهایتا آسیب وارده به اتصالات غلتک در آسیاب.
[1] . O.R= Out of Range





2 دیدگاه در “آنالیز روغن آسیاب سیمان – مطالعه موردی”
بسیار مفید بود لطفاُ در مورد گیربکسهای کارخانه سیمان هم اگر مطلبی هست بگذارید
خدا رو شکر که واستون مفید بود
در مورد گیربکسهای کارخانه سیمان نیز مطلب میذاریم