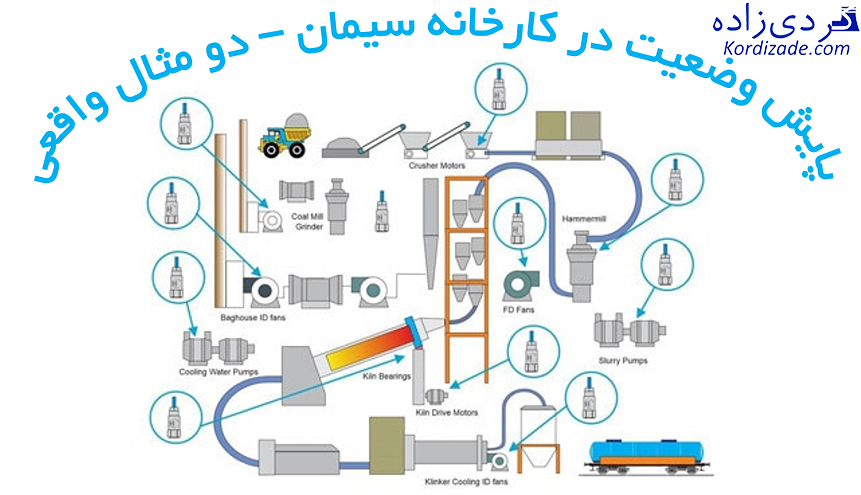
هر گونه عاملی که باعث ایجاد ارتعاش میشود خصوصیات ارتعاشی مختص به خود را دارد که میتوان از طریق آنالیز ارتعاشات و با تحلیل ابزارهای آنالیز (طیف فرکانسی، زاویه فاز و…) عامل اصلی را شناسایی و در جهت رفع آن اقدامات لازم را انجام داد. انجام پایش وضعیت در کارخانه سیمان به دو مورد ارتعاشی اشاره خواهد شد که در هر دو، عامل ایجاد ارتعاش شناسایی و رفع آن شرح داده میشود.
پایش وضعیت در کارخانه سیمان : بررسی وضعیت ارتعاشی فن بگ فیلتر
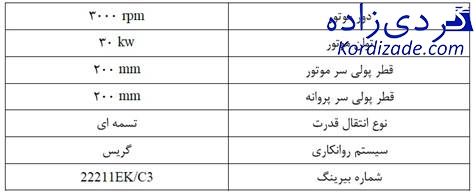
مشخصات فن یک سر آزاد (over hung) بگ فیلتر در جدول ۱ درج شده است.
جدول 1: مشخصات فن بگ فیلتر
 طی اظهارات پرسنل واحد مکانیک و تولید کارخانه در خصوص ارتعاش فن بالای سیلو آسیای سیمان پایش وضعیت فن و اندازهگیری ارتعاشی به منظور شناسایی عیوب مکانیکی از جمله خارج از مرکزی پولیها، نامیزانی جرمی، خرابی بیرینگها از نقاط نشان داده شده در شکل ۱ با استفاده از تکنیکهای زاویه فاز، FFT و … در دستور کار قرار گرفت.
طی اظهارات پرسنل واحد مکانیک و تولید کارخانه در خصوص ارتعاش فن بالای سیلو آسیای سیمان پایش وضعیت فن و اندازهگیری ارتعاشی به منظور شناسایی عیوب مکانیکی از جمله خارج از مرکزی پولیها، نامیزانی جرمی، خرابی بیرینگها از نقاط نشان داده شده در شکل ۱ با استفاده از تکنیکهای زاویه فاز، FFT و … در دستور کار قرار گرفت.
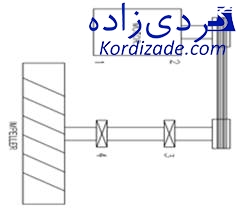 شکل 1: نقاط اندازهگیری ارتعاش فن بگ فیلتر
شکل 1: نقاط اندازهگیری ارتعاش فن بگ فیلتر
نتایج اندازهگیری ارتعاش از نقاط فوق در جدول ۲ نشان داده شده است.
جدول ۲: نتایج اندازهگیری ارتعاشات فن بگ فیلتر
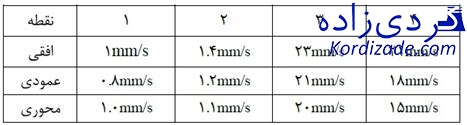 بعد از آنالیز و تحلیل طیفهای فرکانسی ارتعاشات اندازهگیری شده مشخص گردید که در فرکانس دور پیکی با دامنه بالا (حدود ۲۳ میلیمتر بر ثانیه) در هر سه جهت افقی، عمودی و محوری یاتاقان وجود دارد که میتواند ناشی از عیوبی همچون نامیزانی جرمی، خارج از مرکزی و خمیدگی شافت باشد. در شکل ۲ طیف فرکانسی نقطه ۳ در جهت افقی نشان داده شده است.
بعد از آنالیز و تحلیل طیفهای فرکانسی ارتعاشات اندازهگیری شده مشخص گردید که در فرکانس دور پیکی با دامنه بالا (حدود ۲۳ میلیمتر بر ثانیه) در هر سه جهت افقی، عمودی و محوری یاتاقان وجود دارد که میتواند ناشی از عیوبی همچون نامیزانی جرمی، خارج از مرکزی و خمیدگی شافت باشد. در شکل ۲ طیف فرکانسی نقطه ۳ در جهت افقی نشان داده شده است.
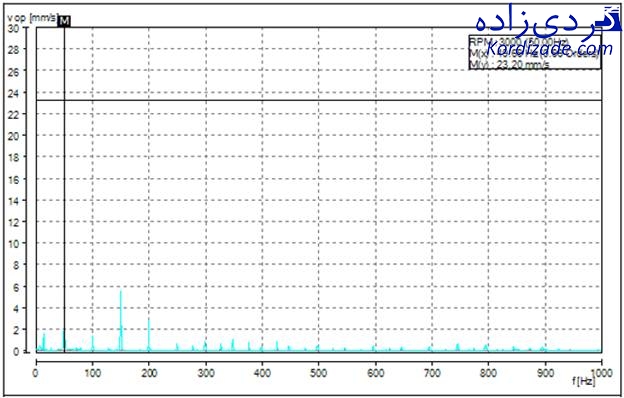 شكل ۲: طیف فرکانسی در جهت افقی نقطه ۳
شكل ۲: طیف فرکانسی در جهت افقی نقطه ۳
جهت حصول اطمینان از علت مشکل بوجود آمده اقدام به اندازهگیری زاویه فاز از نقاط مشخص شده در شکل ۳ گردید که نتایج آن در جدول ۳ نشان داده شده است. با تحلیل زوایای فاز اندازهگیری شده مشخص گردید مشکل ایجاد شده از ناهم محوری نمیباشد لذا به منظور بررسی دیگر عوامل ارتعاش زا، سر پولی در جهت شعاعی ساعت زنی گردید. نتایج ساعت زنی حاکی از آن بود که میزان خارج از مرکزی شافت به همراه پولی در محدوده استاندارد قرار ندارد. لذا در اولین مرحله در جهت رفع عیب ، اقدام به تعویض پولی گردید.
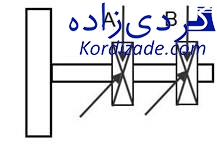 شكل ۳: نقاط اندازهگیری زوایای فاز
شكل ۳: نقاط اندازهگیری زوایای فاز
جدول 3: نتایج زوایای فاز بدست آمده
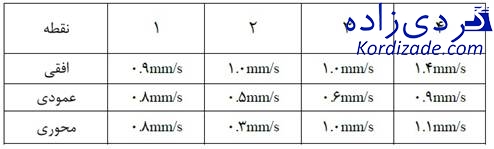
 بعد از تعویض پولی سر پروانه، ارتعاش سنجی مجددا انجام شد ولی اندازه ارتعاش خارج از محدوده مجاز بود (۵ الی ۶ میلیمتر بر ثانیه). جهت کاهش ارتعاش و رساندن به محدوده مجاز و استاندارد، شافت پروانه نیز تعویض شد که نتایج اندازهگیریهای ارتعاش مطابق جدول ۴ بدست آمد. از آنجائیکه این نتایج کاهش قابل توجه دامنه ارتعاشات را نشان میدهد لذا میتوان نتیجه گرفت که عوامل ایجاد ارتعاش فن سیلو، خارج از مرکزی پولی و خمیدگی میباشد.
بعد از تعویض پولی سر پروانه، ارتعاش سنجی مجددا انجام شد ولی اندازه ارتعاش خارج از محدوده مجاز بود (۵ الی ۶ میلیمتر بر ثانیه). جهت کاهش ارتعاش و رساندن به محدوده مجاز و استاندارد، شافت پروانه نیز تعویض شد که نتایج اندازهگیریهای ارتعاش مطابق جدول ۴ بدست آمد. از آنجائیکه این نتایج کاهش قابل توجه دامنه ارتعاشات را نشان میدهد لذا میتوان نتیجه گرفت که عوامل ایجاد ارتعاش فن سیلو، خارج از مرکزی پولی و خمیدگی میباشد.
جدول ۴: نتایج اندازهگیری ارتعاشات پس از تعویض پولی و شافت
 در شکل ۴ ترند طیفهای فرکانسی کاهش ارتعاش پس از تعویض پولی و شافت پروانه نشان داده شده است.
در شکل ۴ ترند طیفهای فرکانسی کاهش ارتعاش پس از تعویض پولی و شافت پروانه نشان داده شده است.
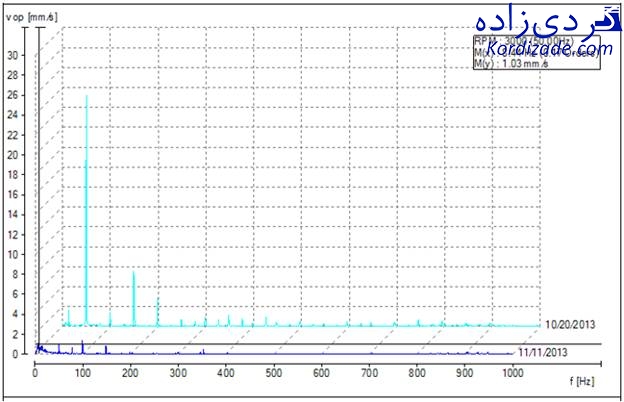 شکل ۴: طیف فرکانسی در جهت افقی نقطه ۳ پس از تعویض پولی و شافت
شکل ۴: طیف فرکانسی در جهت افقی نقطه ۳ پس از تعویض پولی و شافت
پایش وضعیت در کارخانه سیمان: بررسی وضعیت ارتعاشی آی دی فن
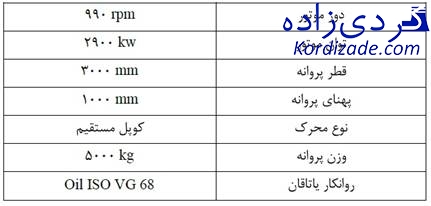
آی دی فن یکی از تجهیزات اصلی در صنعت سیمان است که نقش بسزایی در فرآیند تولید دارد از این رو نگهداری و تعمیرات این تجهیز جهت جلوگیری از خرابیهای زودرس و نا به هنگام و هزینه بر، توجه خاصی را میطلبد. مشخصات آی دی فن یک کارخانه سیمان در جدول ۵ درج شده است.
جدول ۵: مشخصات آی دی فن شرکت سیمان ساوه
 طی ۲۴ ماه پایش وضعیت این فن و اندازهگیری ارتعاش موثر (mms) و طیفهای فرکانسی مشاهده گردید پیکهای ارتعاشی در فرکانسهای خرابی اجزای بیرینگ که در فرکانسهای مربوط به خرابی بیرینگ با افزایش نامیزانی جرمی فن در اثر چسبندگی مواد این خرابیها شدت بیشتری از خود نشان میدهد. لازم بذکر است علیرغم نظافت و جداسازی مواد از پروانه در توقفات کوتاه مدت پیش آمده مشکل ارتعاش همچنان به قوت خود باقی بود. روند رو به رشد ارتعاش در یاتاقان فیکس در جهت افقی در شکل ۵ نشان داده شده است.
طی ۲۴ ماه پایش وضعیت این فن و اندازهگیری ارتعاش موثر (mms) و طیفهای فرکانسی مشاهده گردید پیکهای ارتعاشی در فرکانسهای خرابی اجزای بیرینگ که در فرکانسهای مربوط به خرابی بیرینگ با افزایش نامیزانی جرمی فن در اثر چسبندگی مواد این خرابیها شدت بیشتری از خود نشان میدهد. لازم بذکر است علیرغم نظافت و جداسازی مواد از پروانه در توقفات کوتاه مدت پیش آمده مشکل ارتعاش همچنان به قوت خود باقی بود. روند رو به رشد ارتعاش در یاتاقان فیکس در جهت افقی در شکل ۵ نشان داده شده است.
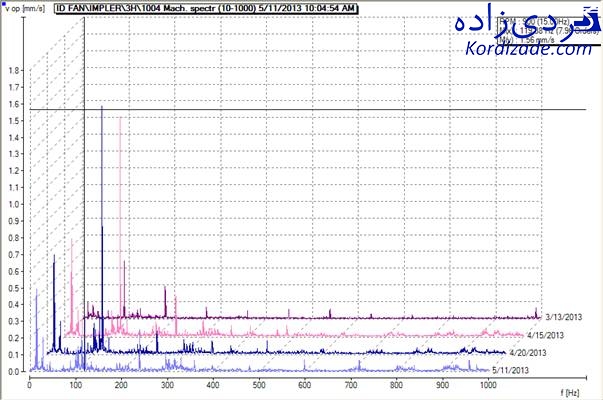 شكل ۵: روند رو به افزایش ارتعاشات آی دی فن
شكل ۵: روند رو به افزایش ارتعاشات آی دی فن
با پایش بیشتر این تجهیز به منظور جلوگیری از ایجاد پیامدهای ثانویه با برنامهریزی و هماهنگیهای انجام شده این بیرینگ در زمان تعمیرات اساسی تعویض گردید. تصویر خرابی بخش داخلی رینگ بیرونی و رولرها در شکل ۶ نشان داده شده است.
 شکل 6: تصاویر بیرینگ معیوب پس از تعویض
شکل 6: تصاویر بیرینگ معیوب پس از تعویض
شکل به روند کاهش ارتعاش پس از تعویض بیرینگ معیوب را نشان میدهد.
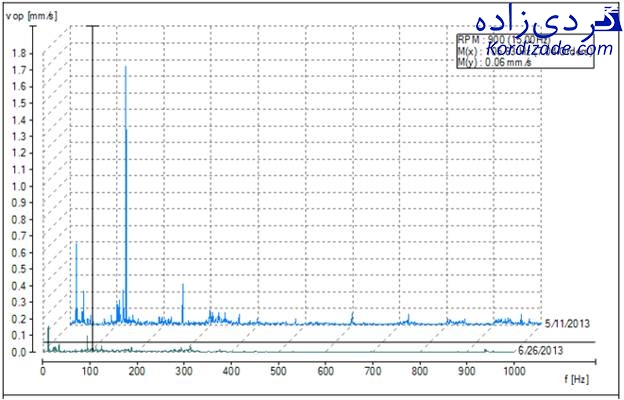 شكل ۷: روند کاهش ارتعاشات پس از تعویض بیرینگ
شكل ۷: روند کاهش ارتعاشات پس از تعویض بیرینگ
نتیجه گیری پایش وضعیت در کارخانه سیمان
در مورد اول از تجزیه و تحلیل نتایج پایش وضعیت بر اساس آنالیز ارتعاشات به خارج از مرکزی پولی و خمیدگی شافت پی برده که بعد از تعویض آنها کاهش شدید ارتعاش مشاهده گردید. در مورد کاوی دوم نیز به کمک مانیتورینگ کردن ارتعاشات از خرابی ناگهانی بیرینگ و توقف طولانی مدت خط تولید جلوگیری بعمل آمد.