در این مقاله سعی میگردد تا نقش ابزارها و روشهای جدید پایش وضعیت بلبرینگ در تشخیص سریعتر خرابیها و به کنترل گرفتن آنها توسط گروههای تعمیراتی، در قالب مثال عملی ارائه گردد.
پایش وضعیت بلبرینگ
آنالیز ارتعاشات بعنوان روشی در جهت پایش وضعیت و تشخیص خرابی بیرینگها همواره مورد استفاده قرار گرفته است. اصولاً پایش وضعیت را میتوان به سه شاخه اصلی تقسیمبندی نمود:
۱. آشکارسازی ( (Detection
آشکارسازی اغلب بسیار آسان و در حد تشخیص تعییر جدی در شرایط مکانیکی تجهیز مانند صدا، دما، ارتعاشات کلی و … میباشد.
۲. عیبیابی (Diagnosis)
در این مرحله از تشخیص هدف تعیین محل و نوع خرابی بوجود آمده در تجهیز میباشد.
٣. پیشبینی (Prognosis)
پیشبینی شامل تخمین عمر باقی مانده قطعه معیوب میباشد.
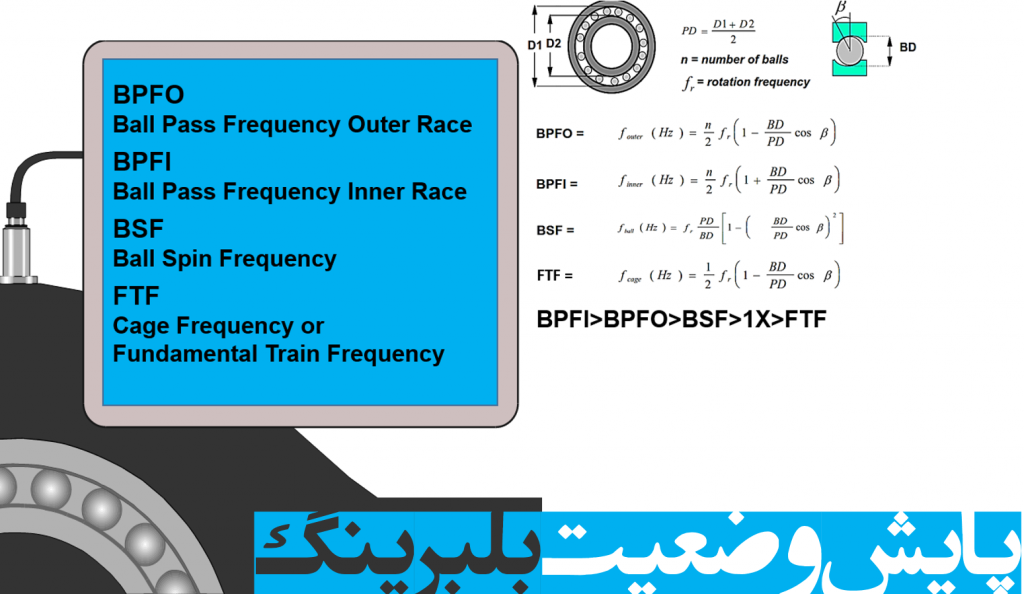
یکی از معمولترین روشها در صنعت جهت شناسایی خرابی و پایش وضعیت بلبرینگ، استفاده از طیف فرکانسی تجہیز و تحلیل آن بر اساس دور و فرکانسهای خرابی بیرینگ میباشد.
در این روش طیف فرکانسی تجهیز بر اساس دور تجهیز و فرکانسهای خرابی بیرینگ مورد تحلیل قرار گرفته و با مشاهده وجود پیک در فرکانسهای مذکور، خرابی بیرینگ مشخص میگردد.
با توجه به مطالب ارائه شده و با استناد به تجربیات عملی کسب شده در روش فوق جهت تشخیص خرابی بیرینگ، یکی از معایب این روش را میتوان در عدم امکان پیشبینی عمر بیرینگ معیوب دانست. چرا که در این روش خرابی بیرینگ در مرحلهای مورد تشخیص قرار میگیرد که تعویض بیرینگ اجتنابناپذیر میباشد.
تکنیک دیگری که جهت شناسایی عیوب و پایش وضعیت بلبرینگ مورد استفاده قرار میگیرد، روش Envelope میباشد. در سالهای اخیر، آنالیز Envelope بعنوان اصلیترین تکنیک تحلیل طیف ارتعاشی جهت شناسایی و تشخیص عیوب بیرینگهای غلطشی در مراحل ابتدایی در صنایع مورد استفاده قرار گرفته است. روش Envelope در اوایل دهه ۱۹۷۰ توسط یک شرکت تکنولوژی مکانیکی به نام Darlow ابداع گردیده و در ابتدا به عنوان تکنیک “تشدید در فرکانس بالا” نامگذاری گردید.
BCS , Envelope و کاربرد آن در تشخیص خرابی و پایش وضعیت بلبرینگ
تکنیک Envelope روش شناخته شدهای جهت استخراج ضربات هارمونیک از سیگنال ارتعاشی یک تجهیز میباشد. این روش قادر به استخراج ضربات با انرژی بسیار پایین و حتی نهان در سیگنالهای ارتعاشی دیگر میباشد.
اساس این تکنیک بر پایه این ایده استوار است که هر بار عیب ایجاد شده بر روی یک سطح از بیرینگ غلطشی تحت بار با سطح دیگری از بیرینگ تماس مییابد، یک ضربه ارتعاشی ایجاد میگردد. مدت زمان ایجاد ضربه، به نسبت بازه زمانی بین ضربات ایجاد شده، بسیار کوچک خواهد بود و بنابراین انرژی این ضربه بر روی گستره فرکانسی وسیعی پخش میگردد.
از آنجائیکه یک ضربه هارمونیک با زمان تکرار T، دارای طیف خطی متناظر شامل کلیه هارمونیکهای فرکانس تکرار 1/T میباشد، لذا ارتعاش ناشی از عیب بیرینگ، در تمام طول فرکانسی طیف مشاهده خواهد شد.
در روش Envelope یک فیلتر میانگذر (Band-pass Filter) به مرکزیت فرکانسی مشخص، قسمت انتخاب شده از طیف فرکانسی را فیلتر کرده و نتیجه این عمل به فرکانسهای پایین شیفت داده میشود.
نتیجه این عمل آن است که هارمونیکهای بالای فرکانسهای خرابی بیرینگ که در مراحل اولیه خرابی ظاهر میشوند و در طیف فرکانسی قابل تشخیص نمیباشند، به کمک این روش به فرکانسهای پایین شیفت یافته و آشکار میشوند و میتوان از آنها جهت تشخیص خرابی بیرینگ استفاده نمود.
با توجه به اساس کار این روش، مشاهده میگردد که این روش امکان پیشبینی زمان کارکرد قابل قبول بیرینگ را فراهم نموده و این فاکتور برتری این روش به روش قبلی است.
با توجه به مطالب ارائه شده، بدیهی است که جهت تشخیص هر چه سریعتر خرابی و پایش وضعیت بلبرینگ در مراحل اولیه آن و تحت کنترل در آوردن خرابی، نیاز است تا خرابی بیرینگ در فرکانسهای بالا تشخیص داده شود. جهت انجام این کار باید ابزاری که توانایی تحلیل طیف فرکانسی در فرکانسهای بالا را دارا باشد، مورد استفاده قرار گیرد.
رویکرد این مقاله بررسی نتایج استفاده مناسب از ابزارهای جدید در تشخیص سریعتر و بهتر عيوب ایجاد شده در ماشین آلات و تحت کنترل درآوردن عیوب میباشد. در این راستا و با توجه به مقدمات ارائه گردیده، از دستگاه آنالایز ارتعاشات جهت تشخیص خرابی در بیرینگها استفاده میگردد.
دستگاه آنالایز ارتعاشات جهت تحلیل خرابی در بیرینگهای غلطشی دارای سه ابزار (Module) میباشد
- طیف فرکانسیFFT تا 20KHz .
- طیفEnvelope تا 20KHz.
- طیفBCS/SED از20KHz تا 60KHz.
BCS تلخیصی از عبارت Bearcon Signature Analysis میباشد که این روش، تکمیل کننده روش Bearcon Method میباشد. روش Bearcon Method جهت تخمین وضعیت و پایش وضعیت بلبرینگ بکار گرفته میشود و سعی دارد تا ضربات ناگهانی (Shock Impulse) و ارتعاشات در سطح بیرونی تجهیز و بدنه بیرینگ را مورد تحلیل و ارزیابی قرار دهد.
در این روش، یک سنسور ارتعاشی از نوع شتاب سنج که دارای فرکانس تهییج تقریبی KHz۳۲ میباشد، مورد استفاده قرار میگیرد. سنسور، ارتعاشات مکانیکی را به سیگنال الکتریکی تبدیل مینماید. ضربات ناگهانی، سنسور را در فرکانس تهییج یعنی KHz۳۲، تحریک نموده و سپس به خروجی سیگنال الکتریکی اضافه میشوند. در این حالت سیگنال خروجی سنسور، معرف هر دو مؤلفه ارتعاشات و ضربات ناگهانی در نقطه اندازهگیری خواهد بود. جهت جداسازی ارتعاشات پر انرژی و فرکانس پایین تجهیز و همچنین اغتشاشات الکتریکی موجود در فرکانسهای بالاتر، سیگنال خروجی سنسور از یک فیلتر با محدوده ۱۵ تاKHz ۶۰ عبور داده میشود. غالباً تنها ضربات ناگهانی در سیگنال خروجی باقی میمانند. سپس یک اندازه گیر مقدار بیشینه (Peak Value Detector)، انرژی موجود در سیگنال ناشی از ارتعاشات ناگهانی را اندازهگیری نموده و نتیجه اندازهگیری را در واحد BCU نمایش میدهد.
روش BCS بر پایه روش Bearcon Method میباشد، تنها با این تفاوت که در این روش سیگنال خروجی سنسور پس از عبور از یک فیلتر بالا گذر، وارد یک آشکارساز و یکسوکننده مقدار بیشینه با سرعت بالا(High-Speed-Peak-Detector-Rectifier) شده و envelope مربوط به تابع زمان آن معین میگردد و در نتیجه قسمت میرای هر ضربه ناگهانی حذف میگردد. این سیگنال بوسیله تبدیل فوریه به دامنه فرکانسی تبدیل میگردد. فرکانس خطوط طیفی بدست آمده، دقیقا با نرخ تکرار ضربات ناگهانی برابر بوده و در نتیجه فرکانسهای نمونه خرابی قطعات دوار بیرینگهای غلطشی برابر خواهد بود. با تعاریف ارائه شده، مشاهده میگردد که روشهای Bearcon و Bearcon Signature روشهای تکمیلی بر روش Envelope در پایش وضعیت بلبرینگ میباشند.
در این مقاله سعی بر آن است تا از ابزار BCS در جهت تشخیص به موقع عیوب و پایش وضعیت بلبرینگ استفاده نموده و نتایج بدست آمده از استفاده از این ابزار با روشهای قبلی تشخیص عیوب مقایسه گردد.
محیط داده برداری و دستگاه مورد بررسی در پایش وضعیت بلبرینگ
جهت داده برداری و جمعآوری اطلاعات، یکی از تجهیزات حساس خط تولید فاز یک پتروشیمی، جعبه دنده مربوط به راکتورهای واحد CTA، در نظر گرفته شده است. راکتورهای واحد CTA وظیفه اکسید نمودن پارازایلین (خوراک اولیه) را در ابتدای خط تولید مجتمع بر عهده داشته و به همین جهت، یکی از حساسترین تجهیزات مجتمع و قلب تپنده واحد محسوب میگردند. فاز یک پتروشیمی مشتمل بر سه کارخانه مجزای CF ، PTA و PET میباشد. واحد PTA به عنوان تامینکننده خوراک واحد PET میباشد.
واحد CTA1، دارای دو راکتور با ظرفیت هر یک 64tons/hour میباشد. هر یک از دو راکتور دارای یک همزن (Agitator) میباشد که نیروی محرکه آن از یک الکتروموتور کوپل شده به یک جعبه دنده تامین میگردد. الکتروموتور تامین کننده دور ورودی این جعبه دنده، دارای دو دور متغیر با مقادیر 992rpm و 1491rpm میباشد. شکل شماتیکی از مجموعه راکتور و جعبه دنده مذکور، در شکل شماره ۱ آمده است:
 شکل 1: نمای کلی مجموعه راکتور همزن و جعبه دنده.
شکل 1: نمای کلی مجموعه راکتور همزن و جعبه دنده.
داده برداری و تحلیل آن
آنچه گروه پایش وضعیت پتروشیمی بدنبال دستیابی به آن است، روشن ساختن نقش استفاده از ابزارهای مناسب در تشخیص سریعتر عيوب ایجاد شده و تحت کنترل در آوردن آنها میباشد. به این منظور و باتوجه به مقدمات ارائه شده، در این بخش سعی میگردد تا نقش استفاده از ابزار BCS در تشخیص سریعتر و در نتیجه کنترل عیوب ایجاد شده و نتایج حاصله مورد بررسی و مطالعه قرار گیرد. برای نیل به این هدف، دو تجربه عملی از خرابی ایجاد شده بر روی بیرینگهای جعبه دنده راکتورهای واحد CTA1 از لحاظ زمان، سرعت و نحوه تشخیص عیب مورد بررسی قرار خواهد گرفت.
تشخیص خرابی با استفاده از طیف فرکانسی
جعبه دنده همزن راکتورهای واحد CTA در برنامه روتین ماهانه داده برداری واحد پایش وضعیت فاز یک این پتروشیمی قرار دارند. پس از داده برداری و بررسی، تغییراتی در وضعیت ارتعاشی جعبه دنده راکتور B مشاهده شد. این تغییرات در صدای تجهیز نیز قابل مشاهده بود.
پس از بررسیهای دقیقتر از تجهیز، مشاهده شد که تغییرات ایجاد شده، بیشتر در طیف فرکانسی و مقدار(Bearing Condition Unit) BCU مربوط به نقطه 3 (Gearbox Input Shaft Bearing) در راستای عمودی (V3) میباشد. در ادامه، طیف فرکانسی تجهیز در زمان کارکرد در حالت نرمال و کارکرد تجهیز در زمان خرابی و همچنین ترند BCU نشان داده شده است.
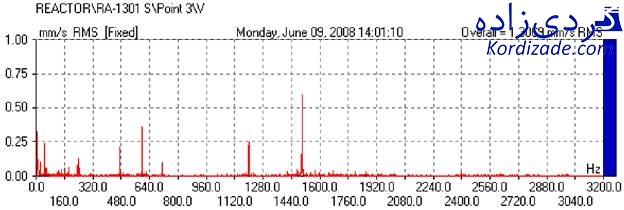 شکل ۲: طیف فرکانسی V3 پیش از خرابی.
شکل ۲: طیف فرکانسی V3 پیش از خرابی.
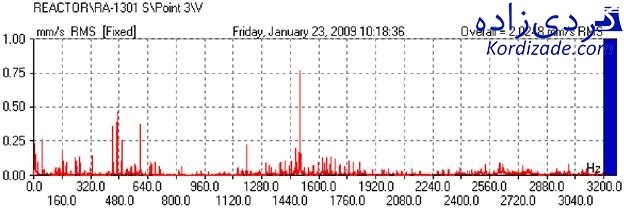 شكل ۳: طیف فرکانسی V3 پس از خرابی.
شكل ۳: طیف فرکانسی V3 پس از خرابی.
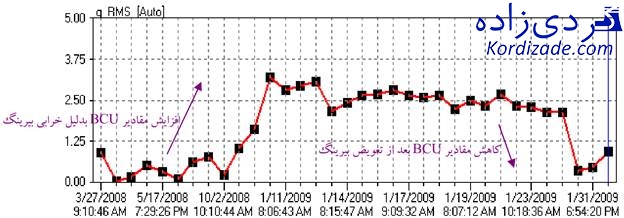
 شکل ۴: ترند BCU مربوط به V3.
شکل ۴: ترند BCU مربوط به V3.
همانطور که در شکل ۳ مشاهده میگردد، در طیف فرکانسی مربوط به آخرین داده برداریها، فرکانسهائی با اختلاف 25HZ که مربوط به دور ورودی جعبه دنده میباشد در تمام طیف ایجاد شده است. ضمناً بیشترین تغییرات در محدوده فرکانسی 440-500HZ مشاهده میشود که در شکل ۵ بازه کوچکتری از طیفها نشان داده شده است.
 شكل ۵: طیف فرکانسی V3 پیش از خرابی.
شكل ۵: طیف فرکانسی V3 پیش از خرابی.
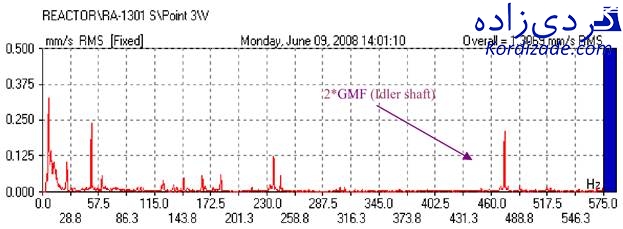
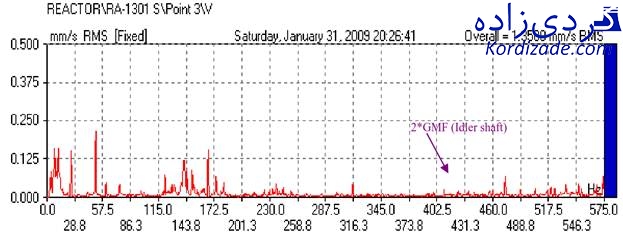
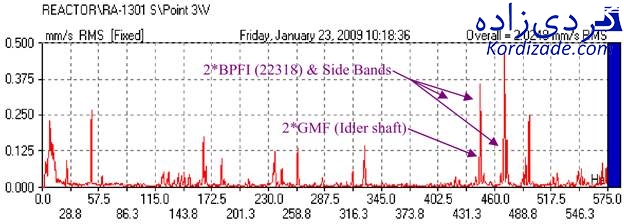 شکل ۶: طیف فرکانسی V3 پس از خرابی.
شکل ۶: طیف فرکانسی V3 پس از خرابی.
در شکل شماره ۶ مشاهده میشود که فرکانسی در نزدیکی 2*GMF (Idler Shaft) ایجاد شده و دو Band Side به اختلاف 25HZ در دو طرف این فرکانس بوجود آمده است. در بررسی موضوع مشخص شد که این فرکانس میتواند مربوط به 2* BPFI (Ball Pass Frequency Inner Race) بیرینگ ۲۲۳۱۸ (مربوط به شفت ورودی جعبه دنده) باشد که وجود این فرکانس به همراه Side Band های 25HZ در دو طرف، مشخصه خرابی در قسمت کنس داخلی بیرینگ میباشد. ضمناً در نتایج حاصله از آنالیز روغن افزایش مقدار Fe (آهن) مشاهده شده، که این امر نیز در اثر خرابی بیرینگ بوده است.
با توجه به دلایل ارائه شده و تشخیص وجود خرابی در کنس داخلی بیرینگ ورودی جعبه دنده، جهت تعویض بیرینگ معیوب دستور کار تعمیراتی صادر گردید. ضمناً در اظهار نظر صادر شده به این نکته اشاره گردید که کارکرد تجهیز بصورت طولانی مدت پس از ایجاد خرابی در کنس داخلی بیرینگ مناسب نمیباشد و توصیه گردید در اولین زمان ممکن نسبت به تعویض بیرینگهای ورودی جعبه دنده جهت جلوگیری از آسیب رساندن به سایر قسمتها اقدام شود. پس از تحویل تجهیز به واحد تعمیرات، تعویض بیرینگ ورودی جعبه دنده انجام شد، که آثار خرابی بر روی کنس داخلی این بیرینگ مشهود بود. پس از تعویض بیرینگ ورودی، تجهیز مذکور ابتدا با دور پایین (Low Speed) و سپس در حالت دور بالا (High Speed) در سرویس قرار گرفت که شرایط ارتعاشی آن نرمال بود. در شکلهای ۷، ۸ و ۹ طیف فرکانسی تجهیز در زمان کارکرد تجهیز پس از تعویض بیرینگ و همچنین ترند BCU نشان داده شده است.
 شكل ۷، طیف فرکانسی مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
شكل ۷، طیف فرکانسی مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
 شکل ۸: ترند BCU مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
شکل ۸: ترند BCU مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
همانطور که در مطالب قبلی نیز اشاره شده بود، خرابی ایجاد شده بیشترین تغییرات را در بازه فرکانسی 400-550Hz کرده بود که در ادامه طیف فرکانسی این بازه نمایش داده شده است.
 شکل ۹: بزرگنمایی طیف فرکانسی مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
شکل ۹: بزرگنمایی طیف فرکانسی مربوط به V3 پس از تعویض بیرینگ ورودی جعبه دنده
تشخیص خرابی و پایش وضعیت بلبرینگ با استفاده از تکنیک طیف BCS
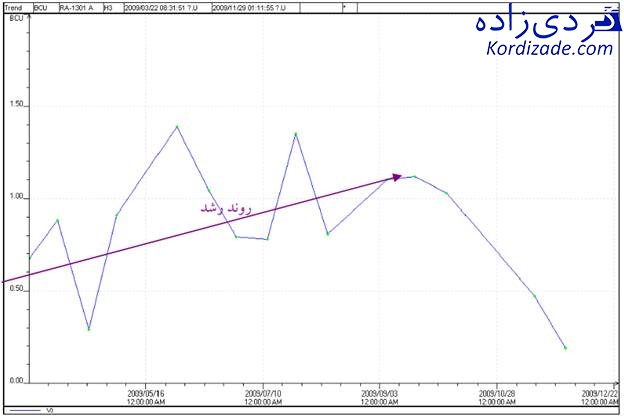
با توجه به تعاریف و مفاهیم ارائه شده در خصوص ابزار طیف BCS، استفاده از این ابزار سبب تسریع و تسهیل در شناسایی عیوب بیرینگهای غلطشی میگردد. با هدف دستیابی به نتایج فوق، گروه پایش وضعیت شرکت پتروشیمی شهید اقدام به فعالسازی ابزار BCS بر روی دستگاههای ارتعاش برداری Vibrotest60 این شرکت نمود و با هدف اولیه طرح آموزشی-آزمایشی، برنامهای جهت داده برداری طیفی BCS، از تجهیزات حساس واحدهای زیرمجموعه تعریف گردید. با توجه به حساسیت راکتورهای واحد CTA، این راکتورها نیز در برنامه داده برداری طیف BCS قرار گرفته و بصورت دورهای، داده برداری از تجهیزات آغاز گردید. در ترند BCU مربوط به جعبه دنده راکتورRA-1301A واحد CTA، روند رو به رشد و در طیف BCS آن فرکانسهای خرابی مشاهده گردید.
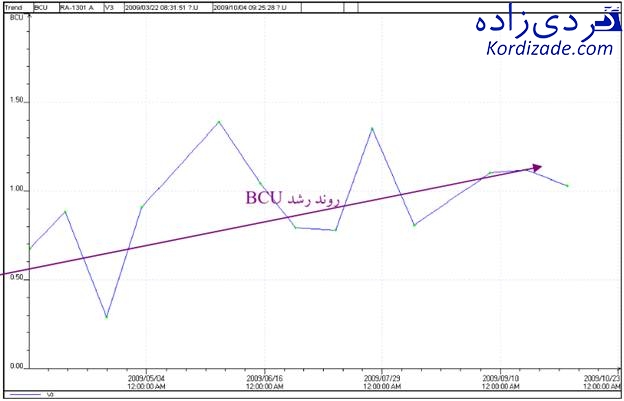 شکل ۱۰: ترند BCU مربوط به V3 جعبه دنده راکتور A.
شکل ۱۰: ترند BCU مربوط به V3 جعبه دنده راکتور A.
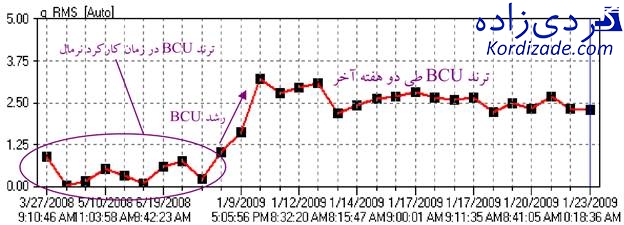
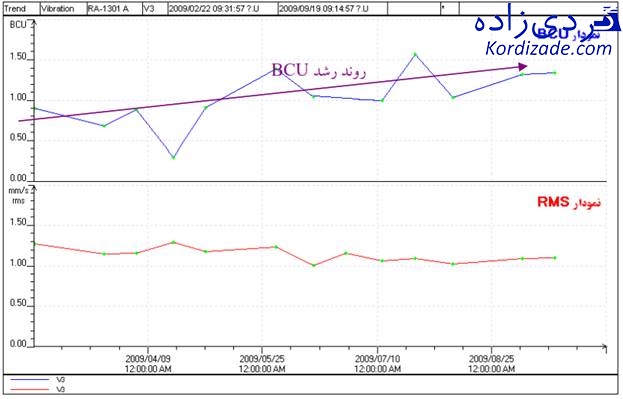 شکل ۱۱: مقایسه ترند BCU و RMS مربوط به V3 پس از شروع خرابی بیرینگ ورودی جعبه دنده .
شکل ۱۱: مقایسه ترند BCU و RMS مربوط به V3 پس از شروع خرابی بیرینگ ورودی جعبه دنده .
همانگونه که در شکل شماره ۱۱ مشاهده میگردد، با وجود روند رو به رشد مقادیر BCU مربوط به نقطه V3 که نشان دهنده شروع و روند در حال رشد خرابی میباشد، مقادیر RMS در همان نقطه تقریباً ثابت بوده و تغییرات چندانی ندارد.
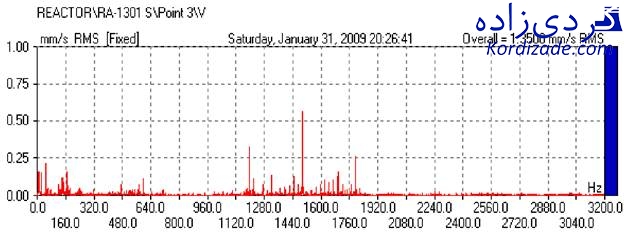
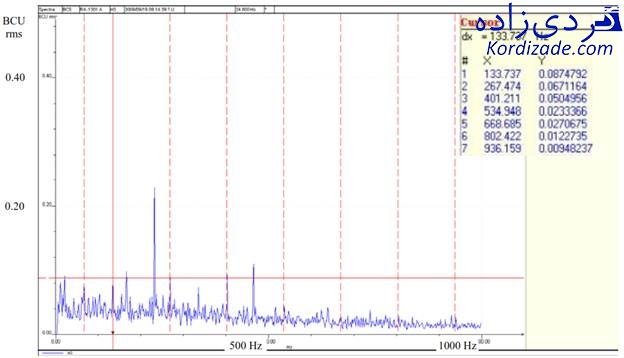
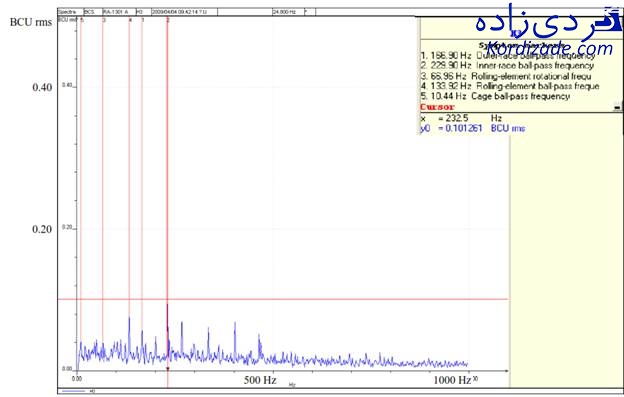 شکل ۱۲، طیف BCS مربوط به H3 پس از شروع خرابی
شکل ۱۲، طیف BCS مربوط به H3 پس از شروع خرابی
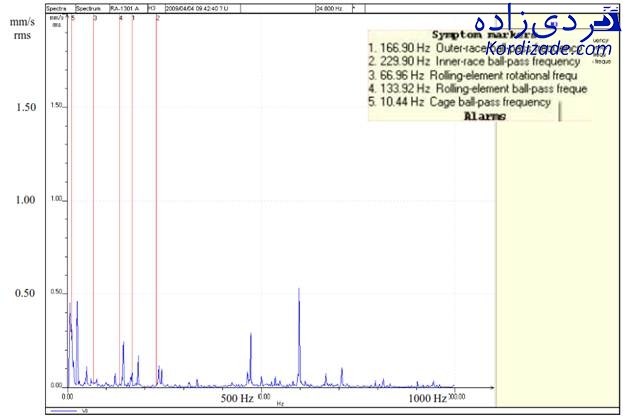 شکل 13، طیف Spectrum مربوط به H3 پس از شروع خرابی
شکل 13، طیف Spectrum مربوط به H3 پس از شروع خرابی
با مقایسه طیف BCS مربوط به نقطه H3 (شکل ۱۲) و طیف فرکانسی همان نقطه در ابتدا شروع خرابی (شكل ۱۳)، مشاهده میگردد که فرکانسهای خرابی بیرینگ در طیف BCS به وضوح قابل تشخیص میباشند، در حالیکه در طیف فرکانسی همان نقطه، آثاری از خرابی بیرینگ دیده نمیشود.
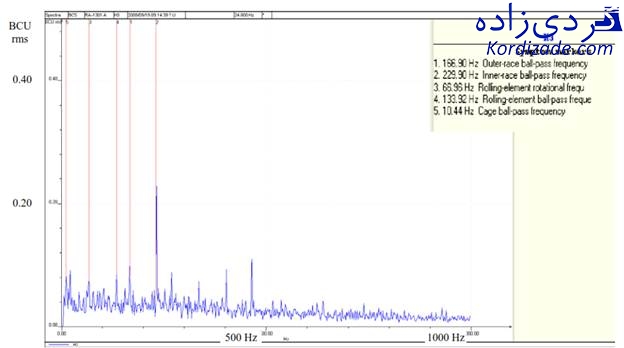 شکل ۱۴، طیف BCS نقطه H3 بعد از رشد خرابی در تاریخ
شکل ۱۴، طیف BCS نقطه H3 بعد از رشد خرابی در تاریخ
با مقایسه شکلهای ۱۲ و ۱۴ مشاهده میشود که پیکهای موجود بر فرکانسهای خرابی بیرینگ 31317J2 (مربوط به شفت ورودی جعبه دنده) منطبق بوده و کلیه فرکانسهای خرابی بیرینگ با گذشت زمان رشد نمودهاند. ولی با مقایسه میزان رشد فرکانسهای خرابی مشاهده میگردد که پیک منطبق بر فرکانس 229.9Hz مربوط به BPFI (Ball Pass Frequency Inner Race) بیشترین نرخ رشد را دارا میباشد. در بررسی بیشتر مشاهده گردید که هارمونیکهای فرکانسهای (BPFI) 229.9Hz و (Rolling Element Ball Pass Frequency) نیز در طیف BCS قابل مشاهده میباشند.
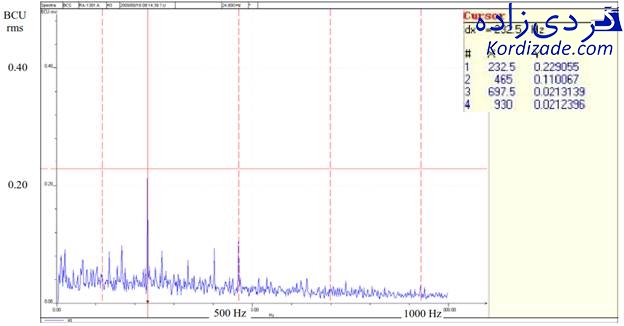 شكل ۱۵: هارمونیک دوم و چهارم BPFI.
شكل ۱۵: هارمونیک دوم و چهارم BPFI.
 شکل ۱۶: هارمونیکهای مربوط به Rolling Element BPF.
شکل ۱۶: هارمونیکهای مربوط به Rolling Element BPF.
با توجه به دلایل ارائه شده و تشخیص شروع خرابی در کنس داخلی بیرینگ ورودی جعبه دنده، به گروه مکانیک اعلام نظری مبنی بر آمادگی و تامین متریال مورد نیاز ارسال گردید. ضمناً در اظهار نظر صادر شده به این نکته اشاره گردید که کارکرد تجهیز در حال حاضر بلامانع بوده و تجهیز مورد نظر بصورت Close Monitoring تحت نظر گروه پایش وضعیت قرار گرفته و در زمان لازم جهت انجام کار تعمیراتی، دستور کار تعمیراتی صادر خواهد شد.
پس از اطلاع رسانی به گروه اجرائی جهت آمادگی و تهیه متریال مورد نیاز، روند پیشرفت خرابی بصورت مداوم توسط این واحد مورد ارزیابی قرار گرفت. در طیف فرکانسی تجهیز، برای اولین بار مقدار ۵۰۰ هرتر که معادل 3*BPFO است، رشد نمود که این نشان دهنده تشدید خرابی در بیرینگ ورودی بود (شکل ۱۷).
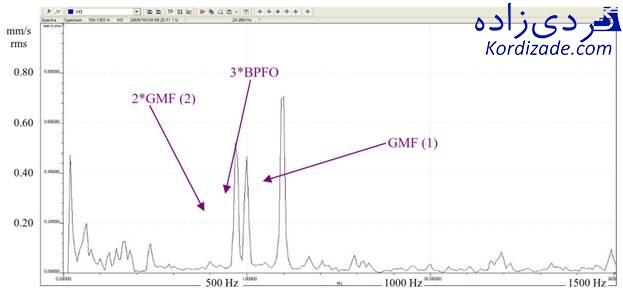 شكل ۱۷: رشد فرکانس 3*BPFO در طیف فرکانسی نقطه H3.
شكل ۱۷: رشد فرکانس 3*BPFO در طیف فرکانسی نقطه H3.
با مشاهده افزایش میزان خرابی و لزوم تعویض بیرینگ، دستور کار تعمیراتی جهت تعویض بیرینگ نقطه ۳ صادر شد و تجهیز در اولین توقف واحد، جهت تعویض بیرینگ در اختیار گروه تعمیرات ماشینری قرار گرفت. پس از تعویض بیرینگ ورودی گیربکس، تجهیز راه اندازی گردید و شرایط ارتعاشی آن نرمال گردید. در شکلهای ۱۸، ۱۹ و ۲۰ طیف فرکانسی مربوط به نقطه H3 و همچنین طیف BCS آن، پس از تعویض بیرینگ نشان داده شده است. همانگونه که در شکل ۱۸ مشاهده میگردد، فرکانس Hz ۵۰۰ مربوط به خرابی بیرینگ در طیف فرکانسی با تعویض بیرینگ، از بین رفته است. همچنین در شکل ۱۹ مربوط به طیف BCS، آثار مربوط به خرابی بیرینگ مشاهده نشده و مقدار BCU نیز با توجه به شکل ۲۰ بسیار کاهش یافته است.
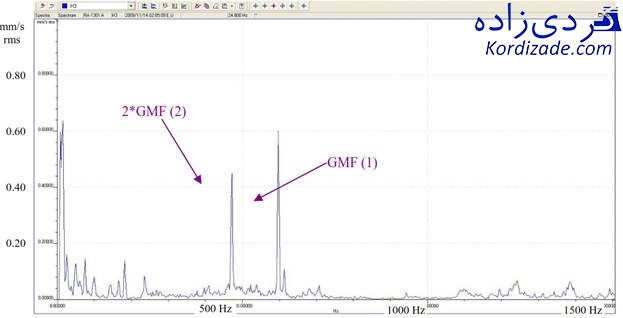 شکل ۱۸: طیف فرکانس مربوط به H3 پس از تعویض بیرینگ.
شکل ۱۸: طیف فرکانس مربوط به H3 پس از تعویض بیرینگ.
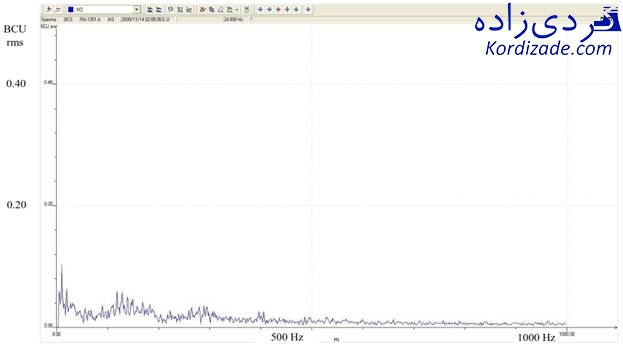 شکل ۱۹: طیف BCS مربوط به H3 پس از تعویض بیرینگ.
شکل ۱۹: طیف BCS مربوط به H3 پس از تعویض بیرینگ.
 شکل ۲۰: ترند H3 مربوط به H3 پس از تعویض بیرینگ.
شکل ۲۰: ترند H3 مربوط به H3 پس از تعویض بیرینگ.
با توجه به مطالب بالا، مشاهده میشود که با بکارگیری ابزار BCS در خصوص تجهیز مذکور، در تشخیص عیب ایجاد شده تسریع گردیده و این امر زمان لازم جهت تامین قطعه یدکی و برنامهریزی جهت انجام کار تعمیراتی را برای گروههای تعمیراتی فراهم مینماید.
همانگونه که در بخش “تشخیص خرابی با استفاده از طیف فرکانسی” مشاهده گردید، در روش طیف فرکانسی، فاصله زمانی مابین تشخیص اولیه خرابی، صدور دستور کار تعمیراتی و تعویض بیرینگ معیوب توسط گروه تعمیرات بسیار کوتاه و کمتر از یک ماه میباشد، که نشان دهنده رشد بسیار سریع خرابی پس از تشخیص خرابی توسط گروه پایش وضعیت است. این فاصله بسیار کوتاه زمانی بین تشخیص خرابی و نیاز به تعویض بیرینگ معیوب، سبب میگردد تا گروههای تعمیراتی و تولید، زمان لازم جهت کسب آمادگی کافی را نداشته باشند.
ولی در خصوص روش BCS همانگونه که در بخش “تشخیص خرابی با استفاده از تکنیک طیف BCS” مشاهده گردید، فاصله زمانی شش ماهه بین تشخیص اولیه ، صدور دستور کار تعمیراتی و تعویض بیرینگ معیوب، فاصله زمانی نسبتاً طولانی است که این امر ، کسب آمادگی لازم و کافی (از لحاظ قطعات و ابزار آلات مورد نیاز) و برنامهریزی جهت توقفات لازم را جهت گروههای تعمیراتی و تولید امکانپذیر مینماید.
نتیجه گیری
خرابی یاتاقانها در مراحل اولیه دارای ارتعاشاتی با فرکانسهای بسیار بالا میباشد و BCS ابزاریست جهت تشخیص آن. همانگونه که مشاهده گردید، با استفاده از آن این امکان فراهم میگردد تا خرابی تجهیزات هرچه دقیقتر و در مراحل اولیه تشخیص داده شده و تحت کنترل واحد های تعمیراتی در آید.
تشخیص خرابی در مراحل اولیه و تحت پایش قرار دادن روند خرابی از نزدیک سبب میگردد تا:
- با اعلام زود هنگام خرابی به گروههای تعمیراتی و بهرهبرداری آمادگی لازم جهت برنامهریزی توقف تولید و اجرای تعمیرات، تامین قطعه یدکی و تجهیزات مورد نیاز ایجاد نمود.
- تعیین زمان انجام تعمیرات توسط گروههای اجرائی و نه توسط خرابی.
- کاهش هزینههای تعمیراتی و مدت توقف تولید.
- جلوگیری از گسترش خرابی و ایجاد خرابیهای جانبی.
- افزایش قابلیت اعتماد.
امکان پذیر گردد.