شرح فرآیند تولید آهن اسفنجی
پروسه تولید آهن اسفنجی(DRI) در کارخانه احیاء مستقیم بدین صورت است که گندله از طریق نوار نقاله پس از اسکرین شدن و دانه بندی مناسب وارد کوره احیاء مستقیم شده و گاز احیایی(ترکیب CO+H2) با دمای تقریبی 840 درجه سانتی گراد وارد کوره شده و باعث تغییر شرایط شیمیایی گندله شده و در نهایت به آهن اسفنجی تبدیل می شود. گاز احیایی تولید شده توسط کمپرسورهای پروسس به رکوپراتور منتقل گردیده و پس از اختلاط با گاز طبیعی(متان) و برخورد با کاتالیست ها، شکسته شده و به گاز احیایی تبدیل می شود.
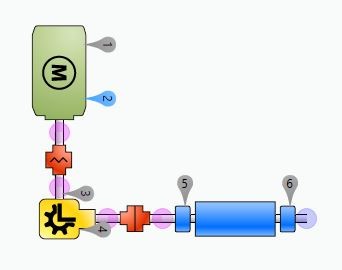
جهت خنک کاری آهن اسفنجی تولید شده از کمپرسور کولینگ و جهت سیل نمودن سیستم از کمپرسور سیل گاز استفاده می شود. همچنین برای خنک کاری و تمیز نمودن گاز ها از آب استفاده می شود. قلب تپنده سیستم آبرسانی کارخانه(WTP) که از مهمترین واحدها بوده، پمپ های آب ماشینری می باشند. این پمپ ها وظیفه آب رسانی به قسمت های مختلف و کلیدی کارخانه از جمله لوب کمپرسورهای پروسس، کلیه مبدل های حرارتی مربوط به کمپرسور ها، فن ها، گیربکس ها و روغن های هیدرولیک را دارند[1]. افزایش ارتعاش و در نتیجه توقف نوار نقاله ورودی به سرند باعث توقف تجهیزات پس از آن یعنی سرند، نوار نقاله های بعد از آن و در نتیجه عدم ورود گندله به محفظه شارژبین شده و باعث توقف کارخانه و کاهش تناژ تولیدی می گردد. مجموعه نوار نقاله مورد نظر شامل الکتروموتور، هیدروکوپلینگ، گیربکس و درام محرک می باشد که شکل شماره 1 موقعیت الکتروموتور و گیربکس مورد نظر در کارخانه احیاء مستقیم بوده و جدول شماره 1 مشخصات آن را بیان می کند.

شکل 1: شماتیک تجهیز
جدول1: مشخصات تجهیز
| درام | گیربکس | الکتروموتور | تجهیز | |||
| دور ورودی | دور خروجی | نسبت تبدیل دور | دور ورودی | توان | دور | نوار 04 |
| 37.66RPM | 37.66RPM | 0.0258 | 1460 RPM | 22Kw | 1460 RPM | |
باتوجه به اینکه میزان ارتعاش ایجاد شده در این تجهیز بسیار بالاتر از استاندارد بود. همچنین حساسیت این تجهیز و مشکل ایجاد شده میتواند به چرخه تولید ضرر برساند ما را برآن داشت تا در رابطه این موضوع به صورت تخصصی تحقیق و بررسی نماییم.
استاندارد مورد استفاده
در این مقاله از استاندارد ISO 10816-3 ]2[ جهت شناسایی محدوده مجاز ارتعاشات استفاده شده است. با توجه به اینکه توان این موتور بالاتر از 15 و کمتر از 300 کیلووات بوده، محدوده مجاز ارتعاشات طبق استاندارد فوق در جدول شماره 2 آمده است.
جدول2: محدوده مجاز ارتعاشات مطابق استاندارد ISO 10816-3
| نوع فونداسیون | مرز ناحیه | شدت ارتعاشات(mm/s) | شدت جابجایی(μm) |
| صلب | A/B | 2.3 | 29 |
| B/C | 4.5 | 57 | |
| C/D | 7.1 | 90 | |
| الاستیک | A/B | 3.5 | 45 |
| B/C | 7.1 | 90 | |
| C/D | 11 | 140 |
شرح عیب
سیستم پایش وضعیت می تواند کمک بسیار زیادی به مجموعه های صنعتی جهت جلوگیری از توقفات ناگهانی سیستم انجام دهد. که در این بین واحد بازرسی فنی با توجه به ماهیت انجام کار خود در ایتدا دیتابرداری ارتعاشی در نقاط و همچنین جهت های مختلف تجهیز طبق شکل شماره 4 انجام داد.
شکل4: جهت و نقاط دیتابرداری
پس از مشاهده Overall ارتعاشات این دستگاه و همچنین مطابقت آن با استاندارد ارتعاشات ISO 10816-3 که قبلا توضیح داده شده است، شدت ارتعاشات در این تجهیز به نسبت خیلی بالاتر می باشد. مقدار ارتعاشات در جدول شماره 3 بیان شده است. مقادیر به mm/s می باشد.
جدول3: Overall ارتعاشات در نوار نقاله 04
| نقطه 6 | نقطه 5 | نقطه 4 | نقطه 3 | نقطه 2 | نقطه 1 | نقاط داده برداری
جهت داده برداری |
| 2.98 | 2.58 | 8.9 | 10 | 5.77 | 11.6 | جهت محوری |
| 1.26 | 1.18 | 5.43 | 9.84 | 4.81 | 10.6 | جهت افقی |
| 1.32 | 1.46 | 3.4 | 5.87 | 7.95 | 4.72 | جهت عمودی |
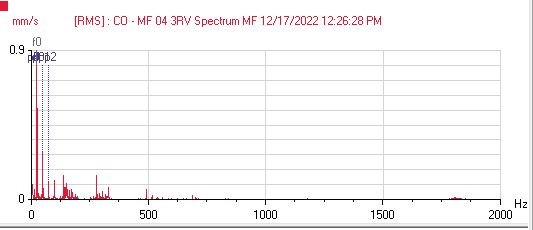
سپس طیف های ارتعاشی این تجهیز با استفاده از نرم افزار Nest که از قدرتمند ترین نرم افزار های موجود می باشد مشاهده گردید که فرکانس غالب در طیف های FFT فرکانس 1X با دامنه بسیار بالا که در شکل شماره 5 مشاهده می گردید.
شکل5: دامنه ارتعاش در گیربکس نوار 04
فرکانس یک برابر دور عیوب مختلفی را شامل می شود، که می توان عیوبی نظیر نابالانس جرمی، لقی، ضعف فونداسیون و… [3-5].
در ابتدا فرضیه انتقال ارتعاش از اسکرین که در زیر این نوار وجود دارد مطرح گردید که پس انجام دیتابرداری در حالت خاموش بودن سرند و ثبت دیتا ها این مورد منتفی گردید. مقادیر ارتعاشات در حالت خاموش بودن سرند به شرح جدول شماره 4 می باشد.
جدول4: Overall ارتعاشات در نوار نقاله 04 در حالت خاموش بودن سرند
| نقطه 6 | نقطه 5 | نقطه 4 | نقطه 3 | نقطه 2 | نقطه 1 | نقاط داده برداری
جهت داده برداری |
| 2.9 | 2.54 | 8.67 | 9.91 | 5.7 | 10.8 | جهت محوری |
| 1.21 | 1 | 5.4 | 9.1 | 4.5 | 9.95 | جهت افقی |
| 1.35 | 1.32 | 3.43 | 5.5 | 7.74 | 4.7 | جهت عمودی |
عیب بعدی که محتمل می باشد، نابالانسی جرمی بوده و پس از بررسی و همچنین انجام تست بالانس با دستگاه آنالایزر ارتعاشات یاد شده در بالا، مشخص گردید که این مشکل وجود ندارد. سپس به بررسی پایه ها و بیس الکتروموتور پرداخته شد که مشخص گردید در هنگام نصب به علت تغییر طرح غیر اصولی ایجاد شده توسط شرکت سازنده و نصب کننده تجهیزات قسمتی به بیس اضافه شده است، که می تواند باعث تغییر فرکانس طبیعی و همچنین پایه نرمی گردد. شکل شماره 6 بیانگر این عیب می باشد. پس از طرح این موضوع توسط واحد تعمیرات تعدادی صفحه جهت بالا بردن مقاومت به این بیس تا زمان ساخت بیس جدید اضافه گردید که نتیجه خاصی حاصل نشد و دامنه و مقادیر ارتعاشی همانند قبل بود.

شکل 6: تغییر غیر اصولی بیس
عملیات انجام شده
بیس این تجهیز توسط واحد دفتر فنی طراحی و توسط کارگاه ساخت مرکزی مجتمع ساخته شد. شکل شماره 7 بیس ساخته شده را نمایش می دهد.

شکل7: بیس جدید تجهیز
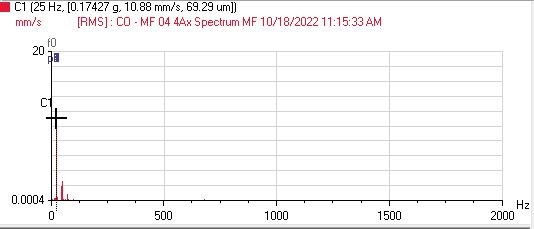
پس از تعویض یس مورد نظر و همچنین انجام صحیح الاینمنت این تجهیز توسط دستگاه یاد شده در بالا الاینمنت انجام گردید. مقادیر ارتعاشی اعم از Overall و همچنین فرکانس 1X به مقدار بسیار زیادی کاهش یافته است. مقدار ارتعاشات پس از انجام اقدامات اصلاحی مطابق جدول شماره 5 و همچنین طیف فرکانسی نیز هماننده شکل شماره 8 می باشند.
جدول5: مقادیر ارتعاشات پس از اقدام اصلاحی
| نقطه 6 | نقطه 5 | نقطه 4 | نقطه 3 | نقطه 2 | نقطه 1 | نقاط داده برداری
جهت داده برداری |
| 1 | 0.92 | 2.58 | 0.72 | 0.99 | 1.16 | جهت محوری |
| 0.52 | 1.43 | 0.5 | 2.5 | 1.98 | 3.3 | جهت افقی |
| 0.44 | 0.44 | 0.33 | 0.97 | 1.46 | 0.51 | جهت عمودی |
شکل8: طیف فرکانسی پس از اقدام اصلاحی
مراجع و منابع
[1] K. AL-Atawi & M.Almuuhha, Process Manual, AL-Tuwairqi Group.
[2] ISO 10816-3
[3] P. Girdhar, 2004, Practical Machinery Vibration Analysis and Predictive Maintenance, Oxford, Elsevier.
[4] R. K. Mobley, 1999, Vibration Fundamentals, United States of America, Elsevier.
[5] A. G. Piersol and T. L. Paez, 2010, Harris shock And Vibration Handbook, United States of America, McGraw-Hill
نوبسندگان: سجاد گنبدکناری، احسان جانی پور ” عیب یابی افزایش ارتعاش در نوار نقاله ورودی به سرند کارخانه احیاء مستقیم کارخانه فولادسازی” – شانزدهمین کنفرانس پایش وضعیت و عیب یابی، دانشگاه صنعتی شریف